Общий каталог Osawa 2018 - страница 198
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021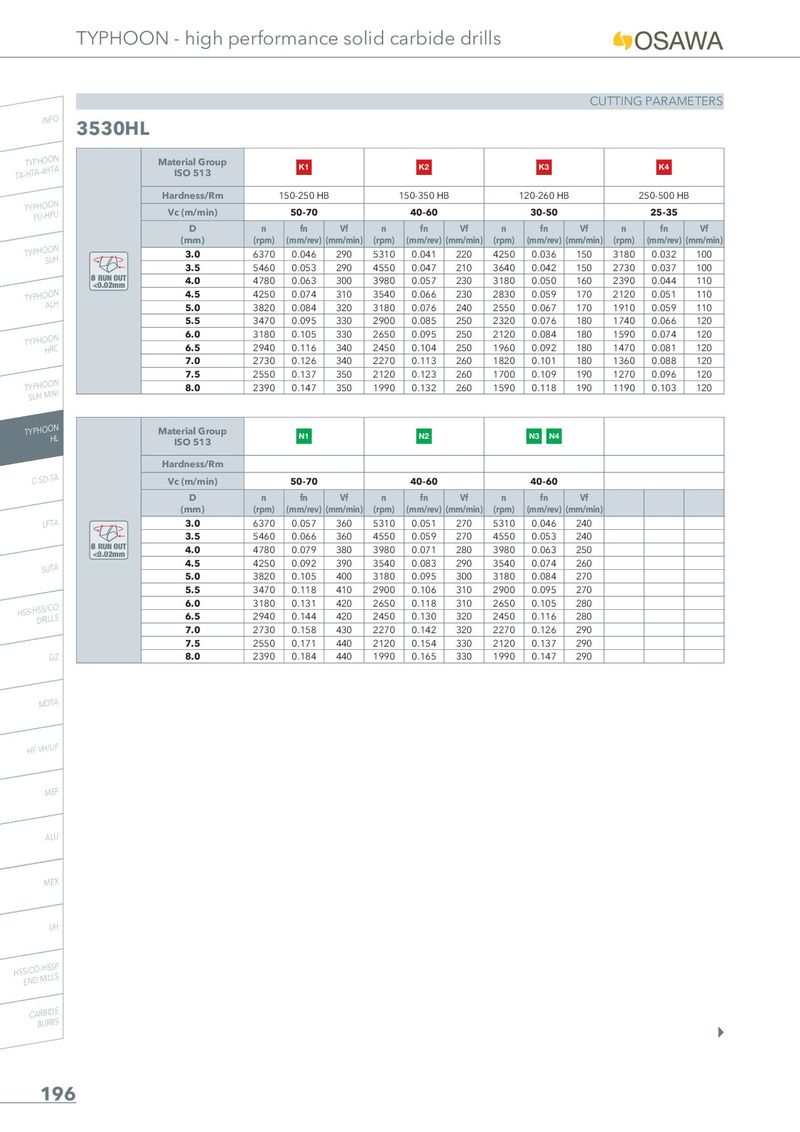
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 3530HL TA-THYTPAH-4OHOTNA Material Group K1 K2 K3 K4 ISO 513 Hardness/Rm 150-250 HB 150-350 HB 120-260 HB 250-500 HB TYPPHUO-HOPNU Vc (m/min) 50-70 40-60 30-50 25-35 D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOSOUNH 3.0 6370 0.046 290 5310 0.041 220 4250 0.036 150 3180 0.032 100 3.5 5460 0.053 290 4550 0.047 210 3640 0.042 150 2730 0.037 100 Ø RUN OUT 4.0 4780 0.063 300 3980 0.057 230 3180 0.050 160 2390 0.044 110 <0.02mm TYPHOAOLNH 4.5 4250 0.074 310 3540 0.066 230 2830 0.059 170 2120 0.051 110 5.0 3820 0.084 320 3180 0.076 240 2550 0.067 170 1910 0.059 110 5.5 3470 0.095 330 2900 0.085 250 2320 0.076 180 1740 0.066 120 TYPHOHORNC 6.0 3180 0.105 330 2650 0.095 250 2120 0.084 180 1590 0.074 120 6.5 2940 0.116 340 2450 0.104 250 1960 0.092 180 1470 0.081 120 7.0 2730 0.126 340 2270 0.113 260 1820 0.101 180 1360 0.088 120 7.5 2550 0.137 350 2120 0.123 260 1700 0.109 190 1270 0.096 120 TSYUPHHOMOINNI 8.0 2390 0.147 350 1990 0.132 260 1590 0.118 190 1190 0.103 120 TYPHOOHNL Material Group N1 N2 N3 N4 ISO 513 Hardness/Rm C-SD-TA Vc (m/min) 50-70 40-60 40-60 D n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) LFTA 3.0 6370 0.057 360 5310 0.051 270 5310 0.046 240 3.5 5460 0.066 360 4550 0.059 270 4550 0.053 240 Ø RUN OUT 4.0 4780 0.079 380 3980 0.071 280 3980 0.063 250 <0.02mm SUTA 4.5 4250 0.092 390 3540 0.083 290 3540 0.074 260 5.0 3820 0.105 400 3180 0.095 300 3180 0.084 270 5.5 3470 0.118 410 2900 0.106 310 2900 0.095 270 HSS-HDSSR/ILCLOS 6.0 3180 0.131 420 2650 0.118 310 2650 0.105 280 6.5 2940 0.144 420 2450 0.130 320 2450 0.116 280 7.0 2730 0.158 430 2270 0.142 320 2270 0.126 290 7.5 2550 0.171 440 2120 0.154 330 2120 0.137 290 G2 8.0 2390 0.184 440 1990 0.165 330 1990 0.147 290 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 196