Общий каталог Osawa 2018 - страница 184
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021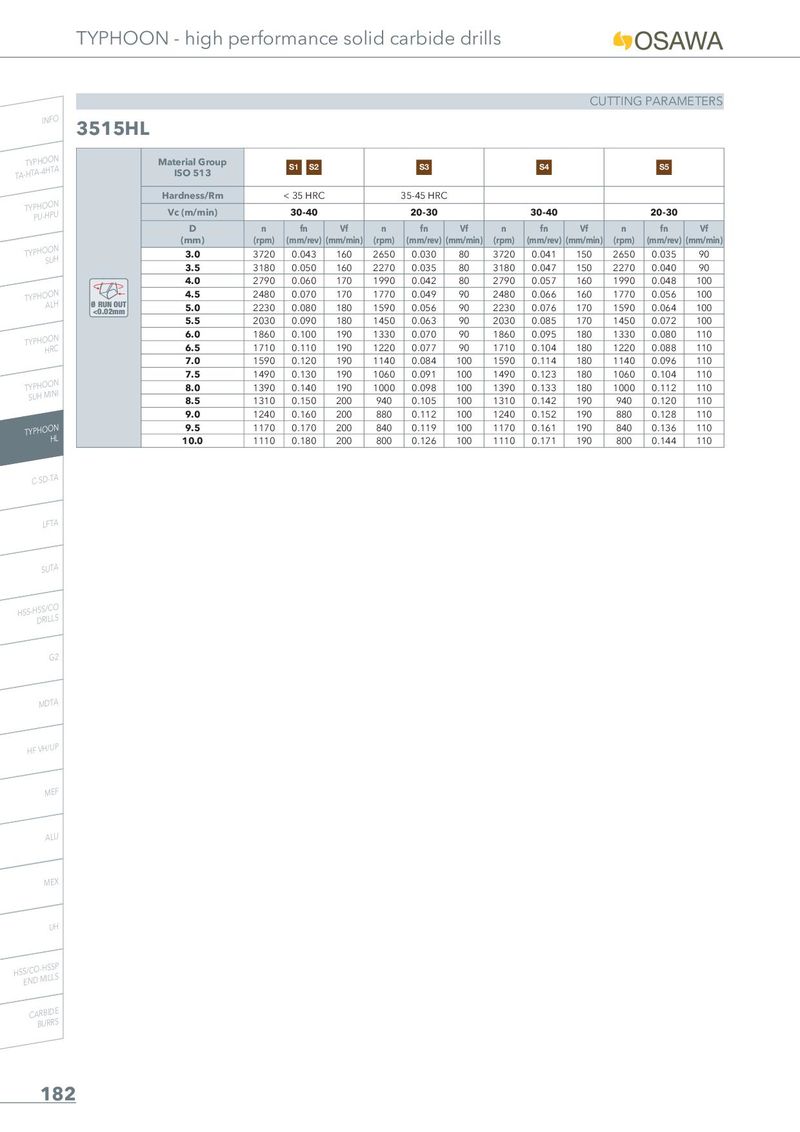
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 3515HL TA-THYTPAH-4OHOTNA Material Group S1 S2 S3 S4 S5 ISO 513 Hardness/Rm < 35 HRC 35-45 HRC TYPPHUO-HOPNU Vc (m/min) 30-40 20-30 30-40 20-30 D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOSOUNH 3.0 3720 0.043 160 2650 0.030 80 3720 0.041 150 2650 0.035 90 3.5 3180 0.050 160 2270 0.035 80 3180 0.047 150 2270 0.040 90 4.0 2790 0.060 170 1990 0.042 80 2790 0.057 160 1990 0.048 100 TYPHOAOLNH 4.5 2480 0.070 170 1770 0.049 90 2480 0.066 160 1770 0.056 100 Ø RUN OUT 5.0 2230 0.080 180 1590 0.056 90 2230 0.076 170 1590 0.064 100 <0.02mm 5.5 2030 0.090 180 1450 0.063 90 2030 0.085 170 1450 0.072 100 TYPHOHORNC 6.0 1860 0.100 190 1330 0.070 90 1860 0.095 180 1330 0.080 110 6.5 1710 0.110 190 1220 0.077 90 1710 0.104 180 1220 0.088 110 7.0 1590 0.120 190 1140 0.084 100 1590 0.114 180 1140 0.096 110 7.5 1490 0.130 190 1060 0.091 100 1490 0.123 180 1060 0.104 110 TSYUPHHOMOINNI 8.0 1390 0.140 190 1000 0.098 100 1390 0.133 180 1000 0.112 110 8.5 1310 0.150 200 940 0.105 100 1310 0.142 190 940 0.120 110 9.0 1240 0.160 200 880 0.112 100 1240 0.152 190 880 0.128 110 TYPHOOHNL 9.5 1170 0.170 200 840 0.119 100 1170 0.161 190 840 0.136 110 10.0 1110 0.180 200 800 0.126 100 1110 0.171 190 800 0.144 110 C-SD-TA LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 182