Общий каталог Osawa 2018 - страница 144
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021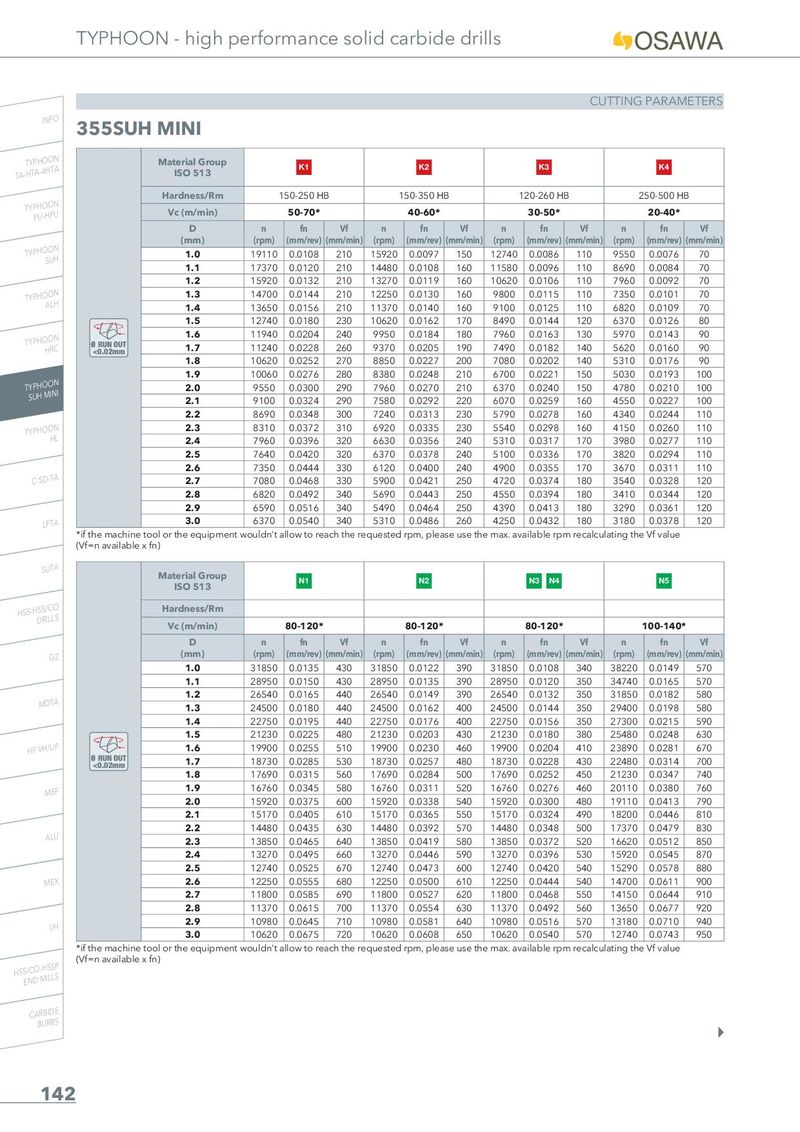
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 355SUH MINI TA-THYTPAH-4OHOTNA Material Group K1 K2 K3 K4 ISO 513 Hardness/Rm 150-250 HB 150-350 HB 120-260 HB 250-500 HB TYPPHUO-HOPNU Vc (m/min) 50-70* 40-60* 30-50* 20-40* D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOSOUNH 1.0 19110 0.0108 210 15920 0.0097 150 12740 0.0086 110 9550 0.0076 70 1.1 17370 0.0120 210 14480 0.0108 160 11580 0.0096 110 8690 0.0084 70 1.2 15920 0.0132 210 13270 0.0119 160 10620 0.0106 110 7960 0.0092 70 TYPHOAOLNH 1.3 14700 0.0144 210 12250 0.0130 160 9800 0.0115 110 7350 0.0101 70 1.4 13650 0.0156 210 11370 0.0140 160 9100 0.0125 110 6820 0.0109 70 1.5 12740 0.0180 230 10620 0.0162 170 8490 0.0144 120 6370 0.0126 80 TYPHOHORNC 1.6 11940 0.0204 240 9950 0.0184 180 7960 0.0163 130 5970 0.0143 90 Ø RUN OUT 1.7 11240 0.0228 260 9370 0.0205 190 7490 0.0182 140 5620 0.0160 90 <0.02mm 1.8 10620 0.0252 270 8850 0.0227 200 7080 0.0202 140 5310 0.0176 90 1.9 10060 0.0276 280 8380 0.0248 210 6700 0.0221 150 5030 0.0193 100 TSYUPHHOMOINNI 2.0 9550 0.0300 290 7960 0.0270 210 6370 0.0240 150 4780 0.0210 100 2.1 9100 0.0324 290 7580 0.0292 220 6070 0.0259 160 4550 0.0227 100 2.2 8690 0.0348 300 7240 0.0313 230 5790 0.0278 160 4340 0.0244 110 TYPHOOHNL 2.3 8310 0.0372 310 6920 0.0335 230 5540 0.0298 160 4150 0.0260 110 2.4 7960 0.0396 320 6630 0.0356 240 5310 0.0317 170 3980 0.0277 110 2.5 7640 0.0420 320 6370 0.0378 240 5100 0.0336 170 3820 0.0294 110 2.6 7350 0.0444 330 6120 0.0400 240 4900 0.0355 170 3670 0.0311 110 C-SD-TA 2.7 7080 0.0468 330 5900 0.0421 250 4720 0.0374 180 3540 0.0328 120 2.8 6820 0.0492 340 5690 0.0443 250 4550 0.0394 180 3410 0.0344 120 2.9 6590 0.0516 340 5490 0.0464 250 4390 0.0413 180 3290 0.0361 120 LFTA 3.0 6370 0.0540 340 5310 0.0486 260 4250 0.0432 180 3180 0.0378 120 *if the machine tool or the equipment wouldn’t allow to reach the requested rpm, please use the max. available rpm recalculating the Vf value (Vf=n available x fn) SUTA Material Group ISO 513 N1 N2 N3 N4 N5 HSS-HDSSR/ILCLOS Hardness/Rm Vc (m/min) 80-120* 80-120* 80-120* 100-140* D n fn Vf n fn Vf n fn Vf n fn Vf G2 (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) 1.0 31850 0.0135 430 31850 0.0122 390 31850 0.0108 340 38220 0.0149 570 1.1 28950 0.0150 430 28950 0.0135 390 28950 0.0120 350 34740 0.0165 570 MDTA 1.2 26540 0.0165 440 26540 0.0149 390 26540 0.0132 350 31850 0.0182 580 1.3 24500 0.0180 440 24500 0.0162 400 24500 0.0144 350 29400 0.0198 580 1.4 22750 0.0195 440 22750 0.0176 400 22750 0.0156 350 27300 0.0215 590 1.5 21230 0.0225 480 21230 0.0203 430 21230 0.0180 380 25480 0.0248 630 HF VH/UP 1.6 19900 0.0255 510 19900 0.0230 460 19900 0.0204 410 23890 0.0281 670 Ø RUN OUT 1.7 18730 0.0285 530 18730 0.0257 480 18730 0.0228 430 22480 0.0314 700 <0.02mm 1.8 17690 0.0315 560 17690 0.0284 500 17690 0.0252 450 21230 0.0347 740 MEF 1.9 16760 0.0345 580 16760 0.0311 520 16760 0.0276 460 20110 0.0380 760 2.0 15920 0.0375 600 15920 0.0338 540 15920 0.0300 480 19110 0.0413 790 2.1 15170 0.0405 610 15170 0.0365 550 15170 0.0324 490 18200 0.0446 810 2.2 14480 0.0435 630 14480 0.0392 570 14480 0.0348 500 17370 0.0479 830 ALU 2.3 13850 0.0465 640 13850 0.0419 580 13850 0.0372 520 16620 0.0512 850 2.4 13270 0.0495 660 13270 0.0446 590 13270 0.0396 530 15920 0.0545 870 2.5 12740 0.0525 670 12740 0.0473 600 12740 0.0420 540 15290 0.0578 880 MEX 2.6 12250 0.0555 680 12250 0.0500 610 12250 0.0444 540 14700 0.0611 900 2.7 11800 0.0585 690 11800 0.0527 620 11800 0.0468 550 14150 0.0644 910 2.8 11370 0.0615 700 11370 0.0554 630 11370 0.0492 560 13650 0.0677 920 UH 2.9 10980 0.0645 710 10980 0.0581 640 10980 0.0516 570 13180 0.0710 940 3.0 10620 0.0675 720 10620 0.0608 650 10620 0.0540 570 12740 0.0743 950 *if the machine tool or the equipment wouldn’t allow to reach the requested rpm, please use the max. available rpm recalculating the Vf value HSSE/NCDO-MHISLSLPS (Vf=n available x fn) CARBIDE BURRS 142