Общий каталог Osawa 2018 - страница 124
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021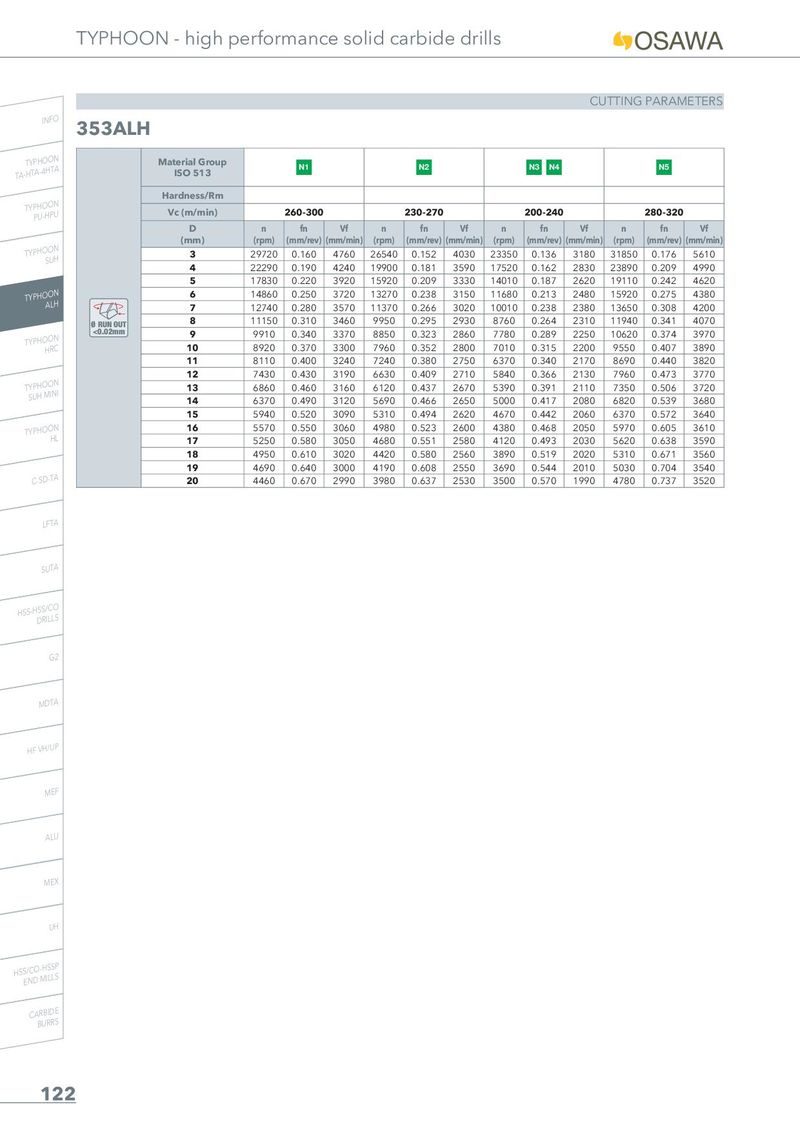
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 353ALH TA-THYTPAH-4OHOTNA Material Group N1 N2 N3 N4 N5 ISO 513 Hardness/Rm TYPPHUO-HOPNU Vc (m/min) 260-300 230-270 200-240 280-320 D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOSOUNH 3 29720 0.160 4760 26540 0.152 4030 23350 0.136 3180 31850 0.176 5610 4 22290 0.190 4240 19900 0.181 3590 17520 0.162 2830 23890 0.209 4990 5 17830 0.220 3920 15920 0.209 3330 14010 0.187 2620 19110 0.242 4620 TYPHOAOLNH 6 14860 0.250 3720 13270 0.238 3150 11680 0.213 2480 15920 0.275 4380 7 12740 0.280 3570 11370 0.266 3020 10010 0.238 2380 13650 0.308 4200 Ø RUN OUT 8 11150 0.310 3460 9950 0.295 2930 8760 0.264 2310 11940 0.341 4070 TYPHOHORNC <0.02mm 9 9910 0.340 3370 8850 0.323 2860 7780 0.289 2250 10620 0.374 3970 10 8920 0.370 3300 7960 0.352 2800 7010 0.315 2200 9550 0.407 3890 11 8110 0.400 3240 7240 0.380 2750 6370 0.340 2170 8690 0.440 3820 12 7430 0.430 3190 6630 0.409 2710 5840 0.366 2130 7960 0.473 3770 TSYUPHHOMOINNI 13 6860 0.460 3160 6120 0.437 2670 5390 0.391 2110 7350 0.506 3720 14 6370 0.490 3120 5690 0.466 2650 5000 0.417 2080 6820 0.539 3680 15 5940 0.520 3090 5310 0.494 2620 4670 0.442 2060 6370 0.572 3640 TYPHOOHNL 16 5570 0.550 3060 4980 0.523 2600 4380 0.468 2050 5970 0.605 3610 17 5250 0.580 3050 4680 0.551 2580 4120 0.493 2030 5620 0.638 3590 18 4950 0.610 3020 4420 0.580 2560 3890 0.519 2020 5310 0.671 3560 19 4690 0.640 3000 4190 0.608 2550 3690 0.544 2010 5030 0.704 3540 C-SD-TA 20 4460 0.670 2990 3980 0.637 2530 3500 0.570 1990 4780 0.737 3520 LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 122