Общий каталог Osawa 2018 - страница 118
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021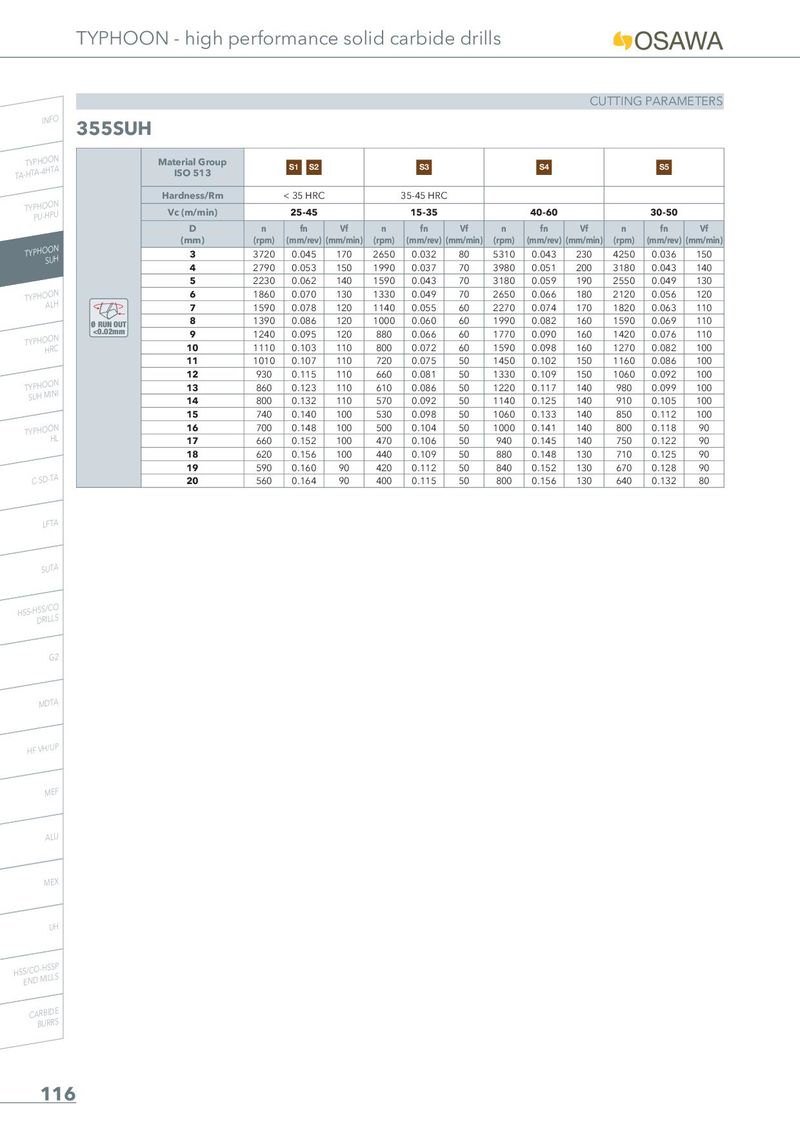
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 355SUH TA-THYTPAH-4OHOTNA Material Group S1 S2 S3 S4 S5 ISO 513 Hardness/Rm < 35 HRC 35-45 HRC TYPPHUO-HOPNU Vc (m/min) 25-45 15-35 40-60 30-50 D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOSOUNH 3 3720 0.045 170 2650 0.032 80 5310 0.043 230 4250 0.036 150 4 2790 0.053 150 1990 0.037 70 3980 0.051 200 3180 0.043 140 5 2230 0.062 140 1590 0.043 70 3180 0.059 190 2550 0.049 130 TYPHOAOLNH 6 1860 0.070 130 1330 0.049 70 2650 0.066 180 2120 0.056 120 7 1590 0.078 120 1140 0.055 60 2270 0.074 170 1820 0.063 110 Ø RUN OUT 8 1390 0.086 120 1000 0.060 60 1990 0.082 160 1590 0.069 110 TYPHOHORNC <0.02mm 9 1240 0.095 120 880 0.066 60 1770 0.090 160 1420 0.076 110 10 1110 0.103 110 800 0.072 60 1590 0.098 160 1270 0.082 100 11 1010 0.107 110 720 0.075 50 1450 0.102 150 1160 0.086 100 12 930 0.115 110 660 0.081 50 1330 0.109 150 1060 0.092 100 TSYUPHHOMOINNI 13 860 0.123 110 610 0.086 50 1220 0.117 140 980 0.099 100 14 800 0.132 110 570 0.092 50 1140 0.125 140 910 0.105 100 15 740 0.140 100 530 0.098 50 1060 0.133 140 850 0.112 100 TYPHOOHNL 16 700 0.148 100 500 0.104 50 1000 0.141 140 800 0.118 90 17 660 0.152 100 470 0.106 50 940 0.145 140 750 0.122 90 18 620 0.156 100 440 0.109 50 880 0.148 130 710 0.125 90 19 590 0.160 90 420 0.112 50 840 0.152 130 670 0.128 90 C-SD-TA 20 560 0.164 90 400 0.115 50 800 0.156 130 640 0.132 80 LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 116