Общий каталог Osawa 2018 - страница 112
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021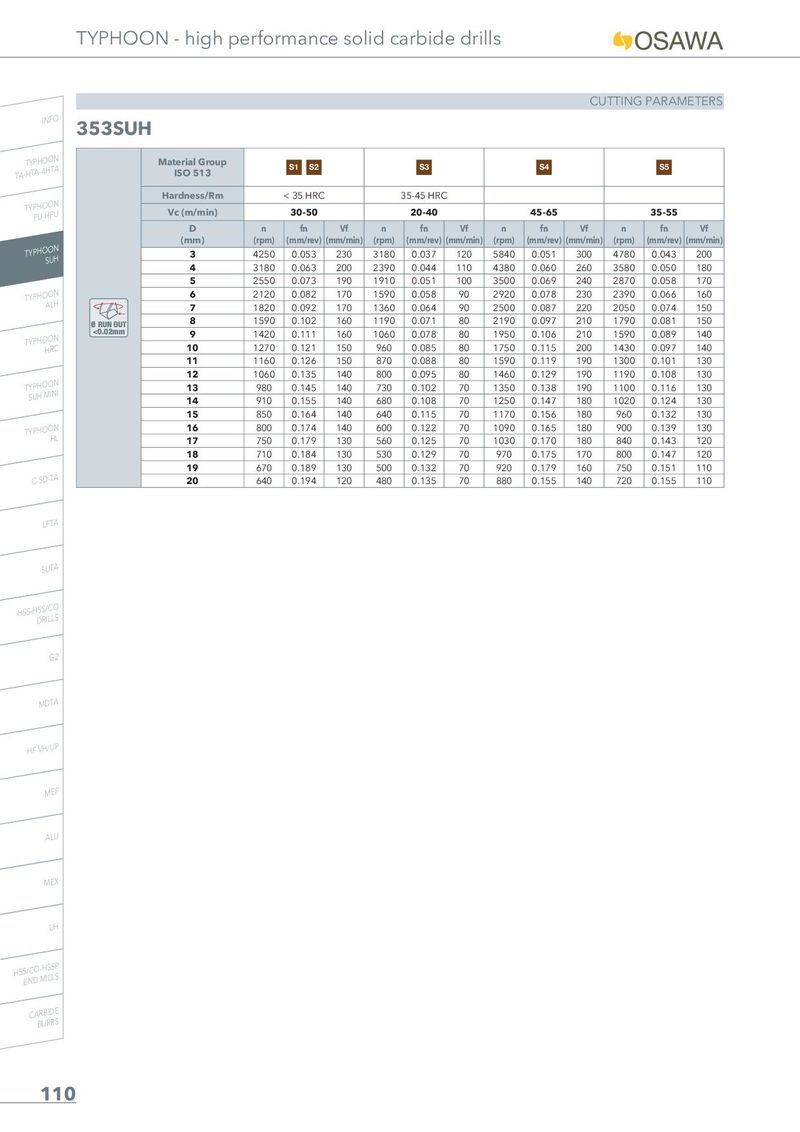
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 353SUH TA-THYTPAH-4OHOTNA Material Group S1 S2 S3 S4 S5 ISO 513 Hardness/Rm < 35 HRC 35-45 HRC TYPPHUO-HOPNU Vc (m/min) 30-50 20-40 45-65 35-55 D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOSOUNH 3 4250 0.053 230 3180 0.037 120 5840 0.051 300 4780 0.043 200 4 3180 0.063 200 2390 0.044 110 4380 0.060 260 3580 0.050 180 5 2550 0.073 190 1910 0.051 100 3500 0.069 240 2870 0.058 170 TYPHOAOLNH 6 2120 0.082 170 1590 0.058 90 2920 0.078 230 2390 0.066 160 7 1820 0.092 170 1360 0.064 90 2500 0.087 220 2050 0.074 150 Ø RUN OUT 8 1590 0.102 160 1190 0.071 80 2190 0.097 210 1790 0.081 150 TYPHOHORNC <0.02mm 9 1420 0.111 160 1060 0.078 80 1950 0.106 210 1590 0.089 140 10 1270 0.121 150 960 0.085 80 1750 0.115 200 1430 0.097 140 11 1160 0.126 150 870 0.088 80 1590 0.119 190 1300 0.101 130 12 1060 0.135 140 800 0.095 80 1460 0.129 190 1190 0.108 130 TSYUPHHOMOINNI 13 980 0.145 140 730 0.102 70 1350 0.138 190 1100 0.116 130 14 910 0.155 140 680 0.108 70 1250 0.147 180 1020 0.124 130 15 850 0.164 140 640 0.115 70 1170 0.156 180 960 0.132 130 TYPHOOHNL 16 800 0.174 140 600 0.122 70 1090 0.165 180 900 0.139 130 17 750 0.179 130 560 0.125 70 1030 0.170 180 840 0.143 120 18 710 0.184 130 530 0.129 70 970 0.175 170 800 0.147 120 19 670 0.189 130 500 0.132 70 920 0.179 160 750 0.151 110 C-SD-TA 20 640 0.194 120 480 0.135 70 880 0.155 140 720 0.155 110 LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 110