Каталог Mitsubishi Materials вращающийся инструмент - страница 48
Навигация
 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент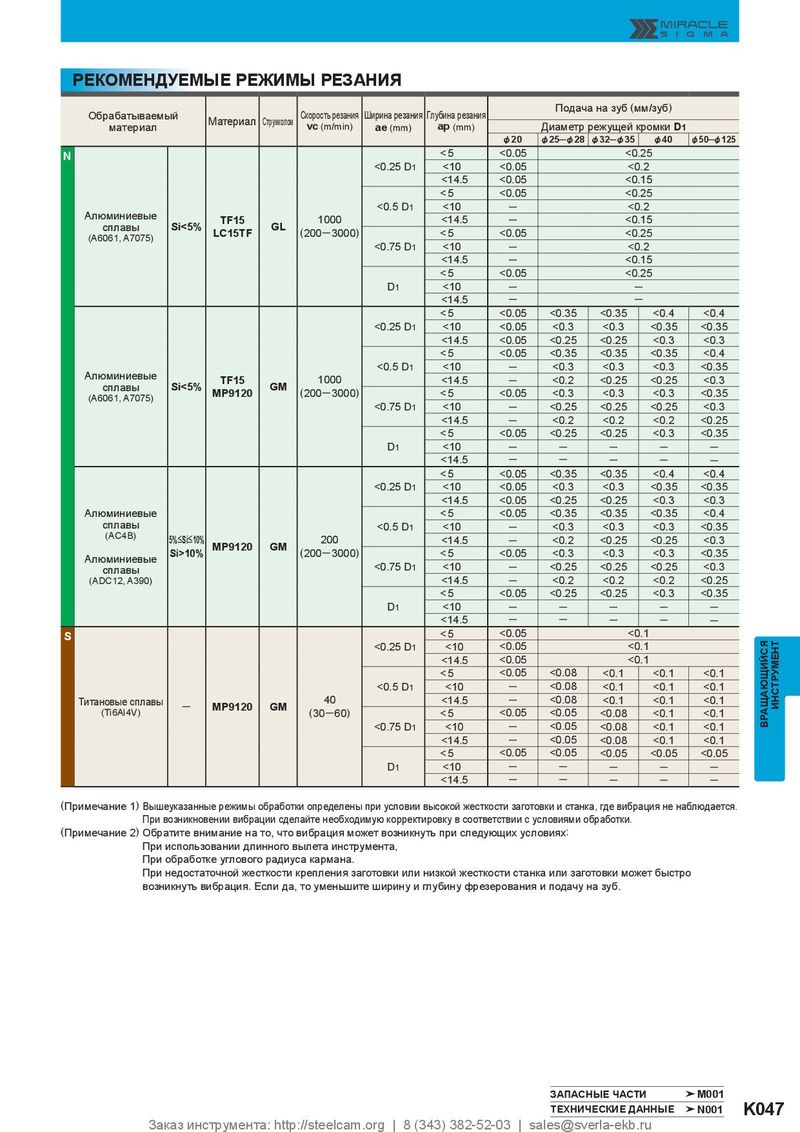
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ
Подача на зуб (мм/зуб)
Обрабатываемый Скорость резания Ширина резания Глубина резания
материал
Материал Стружколом vc (m/min) ae (mm) ap (mm) Диаметр режущей кромки D1
& 20 &25─ &28 &32─ &35 &40 &50─&125
N <5 <0.05 <0.25
<0.25 D1 <10 <0.05 <0.2
<14.5 <0.05 <0.15
<5 <0.05 <0.25
<0.5 D1 <10 ─ <0.2
Алюминиевые TF15 1000 <14.5 ─ <0.15
сплавы Si<5% GL
(A6061, A7075) LC15TF (200 ─ 3000) <5 <0.05 <0.25
<0.75 D1 <10 ─ <0.2
<14.5 ─ <0.15
<5 <0.05 <0.25
D1 <10 ─ ─
<14.5 ─ ─
<5 <0.05 <0.35 <0.35 <0.4 <0.4
<0.25 D1 <10 <0.05 <0.3 <0.3 <0.35 <0.35
<14.5 <0.05 <0.25 <0.25 <0.3 <0.3
<5 <0.05 <0.35 <0.35 <0.35 <0.4
<0.5 D1 <10 ─ <0.3 <0.3 <0.3 <0.35
Алюминиевые TF15 1000 <14.5 ─ <0.2 <0.25 <0.25 <0.3
сплавы Si<5% GM
(A6061, A7075) MP9120 (200─ 3000) <5 <0.05 <0.3 <0.3 <0.3 <0.35
<0.75 D1 <10 ─ <0.25 <0.25 <0.25 <0.3
<14.5 ─ <0.2 <0.2 <0.2 <0.25
<5 <0.05 <0.25 <0.25 <0.3 <0.35
D1 <10 ─ ─ ─ ─ ─
<14.5 ─ ─ ─ ─ ─
<5 <0.05 <0.35 <0.35 <0.4 <0.4
<0.25 D1 <10 <0.05 <0.3 <0.3 <0.35 <0.35
<14.5 <0.05 <0.25 <0.25 <0.3 <0.3
Алюминиевые <5 <0.05 <0.35 <0.35 <0.35 <0.4
сплавы <0.5 D1 <10 ─ <0.3 <0.3 <0.3 <0.35
(AC4B)
5%