Каталог Mitsubishi Materials вращающийся инструмент - страница 39
Навигация
 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент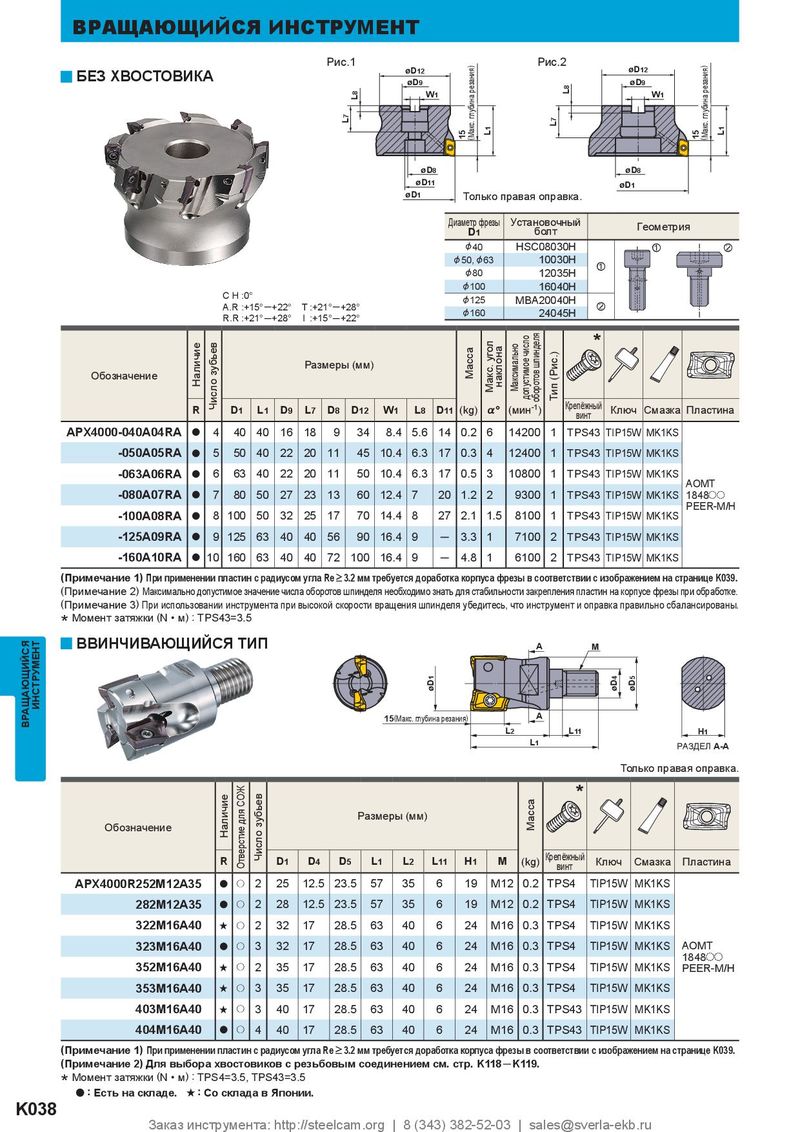
ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ Рис.1 ) Рис.2 ) øD12 øD 12 y БЕЗ ХВОСТОВИКА øD9 øD9 L8 L8 W1 W1 L7 L7 L1 ( Макс. глубина резания 15 L1 15 ( Макс. глубина резания øD8 øD8 øD11 øD1 øD1 Только правая оправка. Диаметр фрезы Установочный Геометрия D1 болт & 40 HSC08030H z x & 50, & 63 10030H z & 80 12035H & 100 16040H C H :0° & 125 MBA20040H A.R :+15° ─ +22° T :+21° ─ +28° x & 160 24045H R.R :+21° ─ +28° I :+15° ─ +22° * Размеры (мм) Обозначение Масса Наличие наклона Макс. угол Максимально допустимое число оборотов шпинделя Тип (Рис.) R Число зубьев Крепёжный D1 L1 D9 L7 D8 D12 W1 L8 D11 (kg) %° (мин -1 ) Ключ Смазка Пластина винт APX4000-040A04RA a 4 40 40 16 18 9 34 8.4 5.6 14 0.2 6 14200 1 TPS43 TIP15W MK1KS -050A05RA a 5 50 40 22 20 11 45 10.4 6.3 17 0.3 4 12400 1 TPS43 TIP15W MK1KS -063A06RA a 6 63 40 22 20 11 50 10.4 6.3 17 0.5 3 10800 1 TPS43 TIP15W MK1KS AOMT -080A07RA a 7 80 50 27 23 13 60 12.4 7 20 1.2 2 9300 1 TPS43 TIP15W MK1KS 1848 oo PEER-M/H -100A08RA a 8 100 50 32 25 17 70 14.4 8 27 2.1 1.5 8100 1 TPS43 TIP15W MK1KS -125A09RA a 9 125 63 40 40 56 90 16.4 9 ─ 3.3 1 7100 2 TPS43 TIP15W MK1KS -160A10RA a 10 160 63 40 40 72 100 16.4 9 ─ 4.8 1 6100 2 TPS43 TIP15W MK1KS ( Примечание 1 ) При применении пластин с радиусом угла Re > 3.2 мм требуется доработка корпуса фрезы в соответствии с изображением на странице K039. ( Примечание 2 ) Максимально допустимое значение числа оборотов шпинделя необходимо знать для стабильности закрепления пластин на корпусе фрезы при обработке. ( Примечание 3 ) При использовании инструмента при высокой скорости вращения шпинделя убедитесь, что инструмент и оправка правильно сбалансированы. Момент затяжки ( N • м ) : TPS43=3.5 * y ВВИНЧИВАЮЩИЙСЯ ТИП A M øD1 øD4 øD5 ИНСТРУМЕНТ 15 ( Mакс. глубина резания ) A ВРАЩАЮЩИЙСЯ L2 L11 H1 L1 РАЗДЕЛ A-A Только правая оправка. * Размеры (мм) Обозначение Масса Наличие R Число зубьев Крепёжный Отверстие для СОЖ D1 D4 D5 L1 L2 L11 H1 M (kg) Ключ Смазка Пластина винт APX4000R252M12A35 a u 2 25 12.5 23.5 57 35 6 19 M12 0.2 TPS4 TIP15W MK1KS 282M12A35 a u 2 28 12.5 23.5 57 35 6 19 M12 0.2 TPS4 TIP15W MK1KS 322M16A40 s u 2 32 17 28.5 63 40 6 24 M16 0.3 TPS4 TIP15W MK1KS 323M16A40 a u 3 32 17 28.5 63 40 6 24 M16 0.3 TPS4 TIP15W MK1KS AOMT 1848 oo 352M16A40 s u 2 35 17 28.5 63 40 6 24 M16 0.3 TPS4 TIP15W MK1KS PEER-M/H 353M16A40 s u 3 35 17 28.5 63 40 6 24 M16 0.3 TPS4 TIP15W MK1KS 403M16A40 s u 3 40 17 28.5 63 40 6 24 M16 0.3 TPS43 TIP15W MK1KS 404M16A40 a u 4 40 17 28.5 63 40 6 24 M16 0.3 TPS43 TIP15W MK1KS ( Примечание 1 ) При применении пластин с радиусом угла Re > 3.2 мм требуется доработка корпуса фрезы в соответствии с изображением на странице K039. ( Примечание 2 ) Для выбора хвостовиков с резьбовым соединением см. стр. K118 ─ K119. Момент затяжки ( N • м ) : TPS4=3.5, TPS43=3.5 * a : Есть на складе. s : Со склада в Японии. K038 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru