Каталог Mitsubishi Materials вращающийся инструмент - страница 36
Навигация
 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент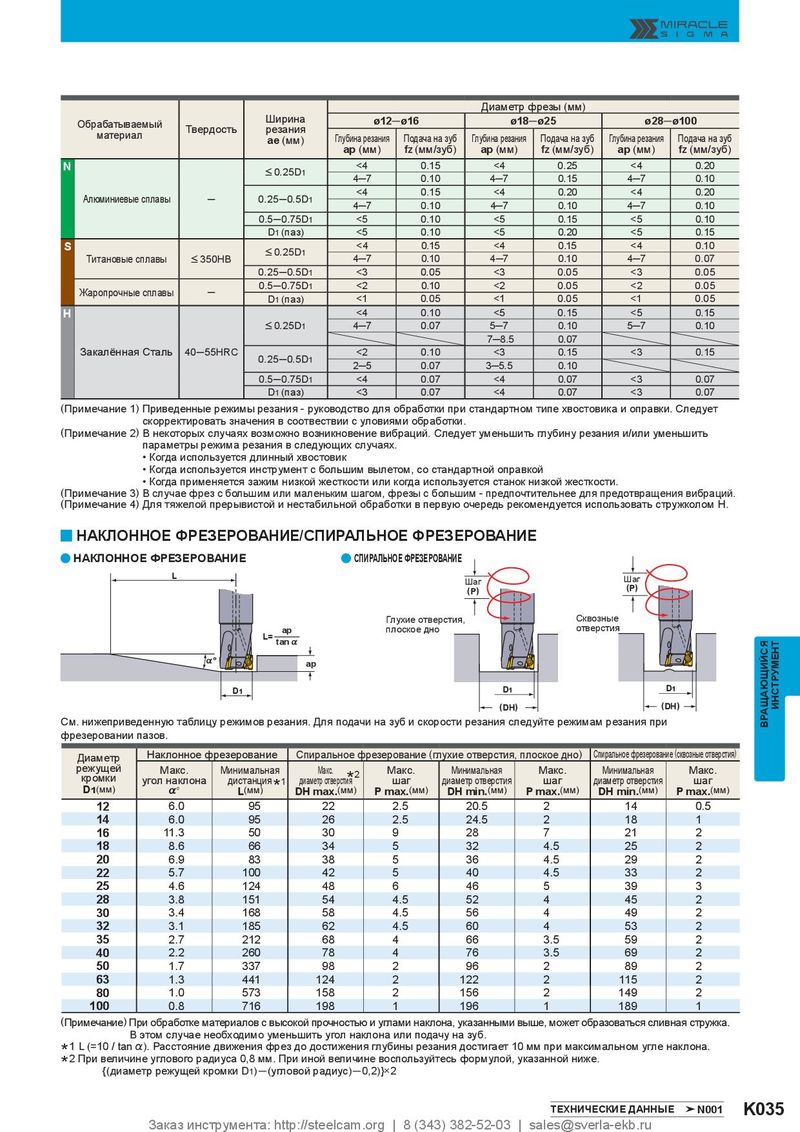
Диаметр фрезы (мм) Ширина Обрабатываемый ø12─ø16 ø18─ø25 ø28─ø100 Твердость резания материал ae (мм) Глубина резания Подача на зуб Глубина резания Подача на зуб Глубина резания Подача на зуб ap (мм) fz (мм/зуб) ap (мм) fz (мм/зуб) ap (мм) fz (мм/зуб) N <4 0.15 <4 0.25 <4 0.20 < 0.25D1 4─7 0.10 4─7 0.15 4─7 0.10 <4 0.15 <4 0.20 <4 0.20 Алюминиевые сплавы ─ 0.25─0.5D1 4─7 0.10 4─7 0.10 4─7 0.10 0.5─0.75D1 <5 0.10 <5 0.15 <5 0.10 D1 (паз) <5 0.10 <5 0.20 <5 0.15 S <4 0.15 <4 0.15 <4 0.10 < 0.25D1 Титановые сплавы < 350HB 4─7 0.10 4─7 0.10 4─7 0.07 0.25─0.5D1 <3 0.05 <3 0.05 <3 0.05 0.5─0.75D1 <2 0.10 <2 0.05 <2 0.05 Жаропрочные сплавы ─ D1 (паз) <1 0.05 <1 0.05 <1 0.05 H <4 0.10 <5 0.15 <5 0.15 < 0.25D1 4─7 0.07 5─7 0.10 5─7 0.10 7─8.5 0.07 Закалённая Сталь 40─55HRC <2 0.10 <3 0.15 <3 0.15 0.25─0.5D1 2─5 0.07 3─5.5 0.10 0.5─0.75D1 <4 0.07 <4 0.07 <3 0.07 D1 (паз) <3 0.07 <4 0.07 <3 0.07 ( Примечание 1 ) Приведенные режимы резания - руководство для обработки при стандартном типе хвостовика и оправки. Следует скорректировать значения в соотвествии с уловиями обработки. ( Примечание 2 ) В некоторых случаях возможно возникновение вибраций. Следует уменьшить глубину резания и/или уменьшить параметры режима резания в следующих случаях. • Когда используется длинный хвостовик • Когда используется инструмент с большим вылетом, со стандартной оправкой • Когда применяется зажим низкой жесткости или когда используется станок низкой жесткости. ( Примечание 3 ) В случае фрез с большим или маленьким шагом, фрезы с большим - предпочтительнее для предотвращения вибраций. ( Примечание 4 ) Для тяжелой прерывистой и нестабильной обработки в первую очередь рекомендуется использовать стружколом H. y НАКЛОННОЕ ФРЕЗЕРОВАНИЕ/СПИРАЛЬНОЕ ФРЕЗЕРОВАНИЕ a НАКЛОННОЕ ФРЕЗЕРОВАНИЕ a СПИРАЛЬНОЕ ФРЕЗЕРОВАНИЕ L Шаг Шаг ( P ) ( P ) Глухие отверстия, Сквозные ap плоское дно отверстия L= tan % %° ap D1 D1 D1 ( DH ) ( DH ) ИНСТРУМЕНТ См. нижеприведенную таблицу режимов резания. Для подачи на зуб и скорости резания следуйте режимам резания при ВРАЩАЮЩИЙСЯ фрезеровании пазов. Диаметр Наклонное фрезерование Спиральное фрезерование ( глухие отверстия, плоское дно ) Спиральное фрезерование ( сквозные отверстия ) режущей Макс. Минимальная Макс. 2 Макс. Минимальная Макс. Минимальная Макс. кромки угол наклона дистанция 1 диаметр отверстия * шаг диаметр отверстия шаг диаметр отверстия шаг D 1 (мм) %° L (мм) * DH max. (мм) P max. (мм) DH min. (мм) P max. (мм) DH min. (мм) P max. (мм) 12 6.0 95 22 2.5 20.5 2 14 0.5 14 6.0 95 26 2.5 24.5 2 18 1 16 11.3 50 30 9 28 7 21 2 18 8.6 66 34 5 32 4.5 25 2 20 6.9 83 38 5 36 4.5 29 2 22 5.7 100 42 5 40 4.5 33 2 25 4.6 124 48 6 46 5 39 3 28 3.8 151 54 4.5 52 4 45 2 30 3.4 168 58 4.5 56 4 49 2 32 3.1 185 62 4.5 60 4 53 2 35 2.7 212 68 4 66 3.5 59 2 40 2.2 260 78 4 76 3.5 69 2 50 1.7 337 98 2 96 2 89 2 63 1.3 441 124 2 122 2 115 2 80 1.0 573 158 2 156 2 149 2 100 0.8 716 198 1 196 1 189 1 ( Примечание ) При обработке материалов с высокой прочностью и углами наклона, указанными выше, может образоваться сливная стружка. В этом случае необходимо уменьшить угол наклона или подачу на зуб. 1 L (=10 / tan %). Расстояние движения фрез до достижения глубины резания достигает 10 мм при максимальном угле наклона. * 2 При величине углового радиуса 0,8 мм. При иной величине воспользуйтесь формулой, указанной ниже. * {(диаметр режущей кромки D1)─(угловой радиус)─0,2)}×2 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 K035 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru