Каталог Mitsubishi Materials вращающийся инструмент - страница 25
Навигация
 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент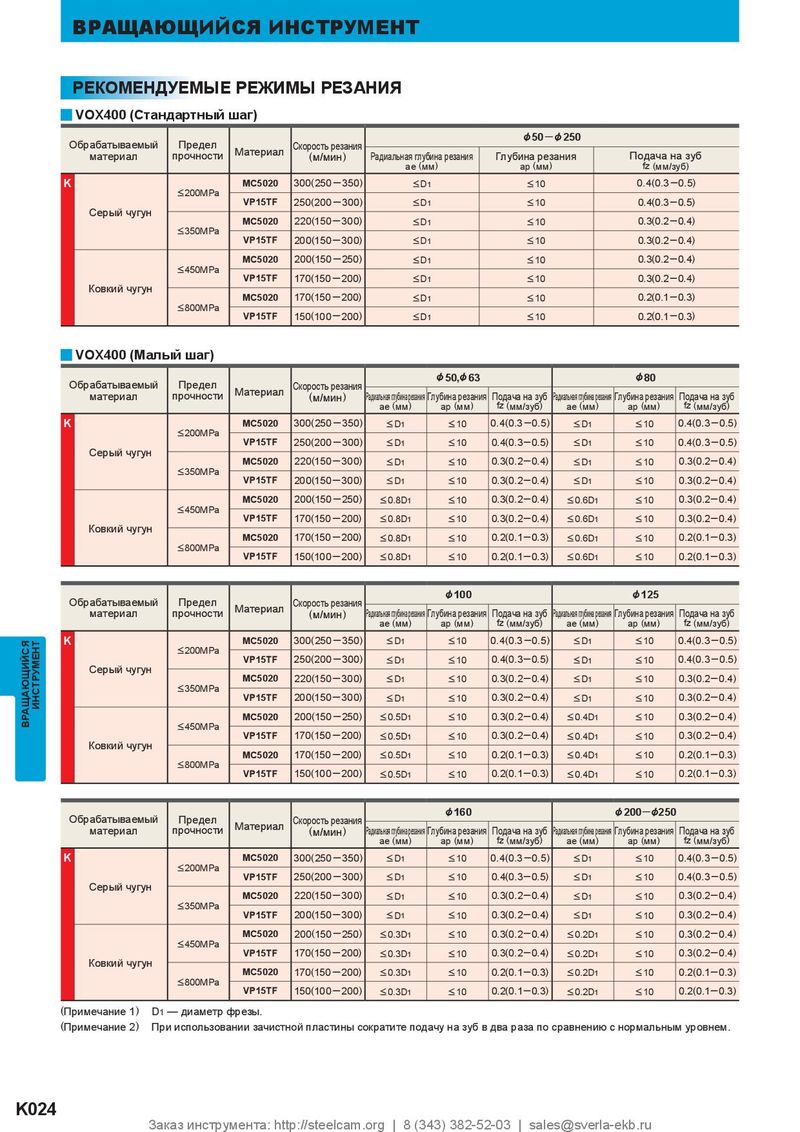
ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y VOX400 (Стандартный шаг) &50 ─ & 250 Обрабатываемый Предел Скорость резания материал прочности Материал (м/мин) Радиальная глубина резания Глубина резания Подача на зуб ae (мм) ap (мм) fz (мм/зуб) K MC5020 300(250 ─ 350) < D1 < 10 0.4(0.3 ─ 0.5) < 200MPa VP15TF 250(200 ─ 300) < D1 < 10 0.4(0.3 ─ 0.5) Серый чугун MC5020 220(150 ─ 300) < D1 < 10 0.3(0.2 ─ 0.4) < 350MPa VP15TF 200(150 ─ 300) < D1 < 10 0.3(0.2 ─ 0.4) MC5020 200(150 ─ 250) < D1 < 10 0.3(0.2 ─ 0.4) < 450MPa VP15TF 170(150 ─ 200) < D1 < 10 0.3(0.2 ─ 0.4) Ковкий чугун MC5020 170(150 ─ 200) < D1 < 10 0.2(0.1 ─ 0.3) < 800MPa VP15TF 150(100 ─ 200) < D1 < 10 0.2(0.1 ─ 0.3) y VOX400 (Малый шаг) & 50,& 63 &80 Обрабатываемый Предел Скорость резания материал прочности Материал (м/мин) Радиальная глубина резания Глубина резания Подача на зуб Радиальная глубина резания Глубина резания Подача на зуб ae (мм) ap (мм) fz (мм/зуб) ae (мм) ap (мм) fz (мм/зуб) K MC5020 300(250 ─ 350) < D1 < 10 0.4(0.3 ─ 0.5) < D1 < 10 0.4(0.3 ─ 0.5) < 200MPa VP15TF 250(200 ─ 300) < D1 < 10 0.4(0.3 ─ 0.5) < D1 < 10 0.4(0.3 ─ 0.5) Серый чугун MC5020 220(150 ─ 300) < D1 < 10 0.3(0.2 ─ 0.4) < D1 < 10 0.3(0.2 ─ 0.4) < 350MPa VP15TF 200(150 ─ 300) < D1 < 10 0.3(0.2 ─ 0.4) < D1 < 10 0.3(0.2 ─ 0.4) MC5020 200(150 ─ 250) < 0.8D1 < 10 0.3(0.2 ─ 0.4) < 0.6D1 < 10 0.3(0.2 ─ 0.4) < 450MPa VP15TF 170(150 ─ 200) < 0.8D1 < 10 0.3(0.2 ─ 0.4) < 0.6D1 < 10 0.3(0.2 ─ 0.4) Ковкий чугун MC5020 170(150 ─ 200) < 0.8D1 < 10 0.2(0.1 ─ 0.3) < 0.6D1 < 10 0.2(0.1 ─ 0.3) < 800MPa VP15TF 150(100 ─ 200) < 0.8D1 < 10 0.2(0.1 ─ 0.3) < 0.6D1 < 10 0.2(0.1 ─ 0.3) & 100 & 125 Обрабатываемый Предел Скорость резания материал прочности Материал (м/мин) Радиальная глубина резания Глубина резания Подача на зуб Радиальная глубина резания Глубина резания Подача на зуб ae (мм) ap (мм) fz (мм/зуб) ae (мм) ap (мм) fz (мм/зуб) K MC5020 300(250 ─ 350) < D1 < 10 0.4(0.3 ─ 0.5) < D1 < 10 0.4(0.3 ─ 0.5) ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ < 200MPa VP15TF 250(200 ─ 300) < D1 < 10 0.4(0.3 ─ 0.5) < D1 < 10 0.4(0.3 ─ 0.5) Серый чугун MC5020 220(150 ─ 300) < D1 < 10 0.3(0.2 ─ 0.4) < D1 < 10 0.3(0.2 ─ 0.4) < 350MPa VP15TF 200(150 ─ 300) < D1 < 10 0.3(0.2 ─ 0.4) < D1 < 10 0.3(0.2 ─ 0.4) MC5020 200(150 ─ 250) < 0.5D1 < 10 0.3(0.2 ─ 0.4) < 0.4D1 < 10 0.3(0.2 ─ 0.4) < 450MPa VP15TF 170(150 ─ 200) < 0.5D1 < 10 0.3(0.2 ─ 0.4) < 0.4D1 < 10 0.3(0.2 ─ 0.4) Ковкий чугун MC5020 170(150 ─ 200) < 0.5D1 < 10 0.2(0.1 ─ 0.3) < 0.4D1 < 10 0.2(0.1 ─ 0.3) < 800MPa VP15TF 150(100 ─ 200) < 0.5D1 < 10 0.2(0.1 ─ 0.3) < 0.4D1 < 10 0.2(0.1 ─ 0.3) & 160 & 200 ─&250 Обрабатываемый Предел Скорость резания материал прочности Материал (м/мин) Радиальная глубина резания Глубина резания Подача на зуб Радиальная глубина резания Глубина резания Подача на зуб ae (мм) ap (мм) fz (мм/зуб) ae (мм) ap (мм) fz (мм/зуб) K MC5020 300(250 ─ 350) < D1 < 10 0.4(0.3 ─ 0.5) < D1 < 10 0.4(0.3 ─ 0.5) < 200MPa VP15TF 250(200 ─ 300) < D1 < 10 0.4(0.3 ─ 0.5) < D1 < 10 0.4(0.3 ─ 0.5) Серый чугун MC5020 220(150 ─ 300) < D1 < 10 0.3(0.2 ─ 0.4) < D1 < 10 0.3(0.2 ─ 0.4) < 350MPa VP15TF 200(150 ─ 300) < D1 < 10 0.3(0.2 ─ 0.4) < D1 < 10 0.3(0.2 ─ 0.4) MC5020 200(150 ─ 250) < 0.3D1 < 10 0.3(0.2 ─ 0.4) < 0.2D1 < 10 0.3(0.2 ─ 0.4) < 450MPa VP15TF 170(150 ─ 200) < 0.3D1 < 10 0.3(0.2 ─ 0.4) < 0.2D1 < 10 0.3(0.2 ─ 0.4) Ковкий чугун MC5020 170(150 ─ 200) < 0.3D1 < 10 0.2(0.1 ─ 0.3) < 0.2D1 < 10 0.2(0.1 ─ 0.3) < 800MPa VP15TF 150(100 ─ 200) < 0.3D1 < 10 0.2(0.1 ─ 0.3) < 0.2D1 < 10 0.2(0.1 ─ 0.3) (Примечание 1) D1 — диаметр фрезы. (Примечание 2) При использовании зачистной пластины сократите подачу на зуб в два раза по сравнению с нормальным уровнем. K024 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru