Каталог Mitsubishi Materials вращающийся инструмент - страница 100
Навигация
 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент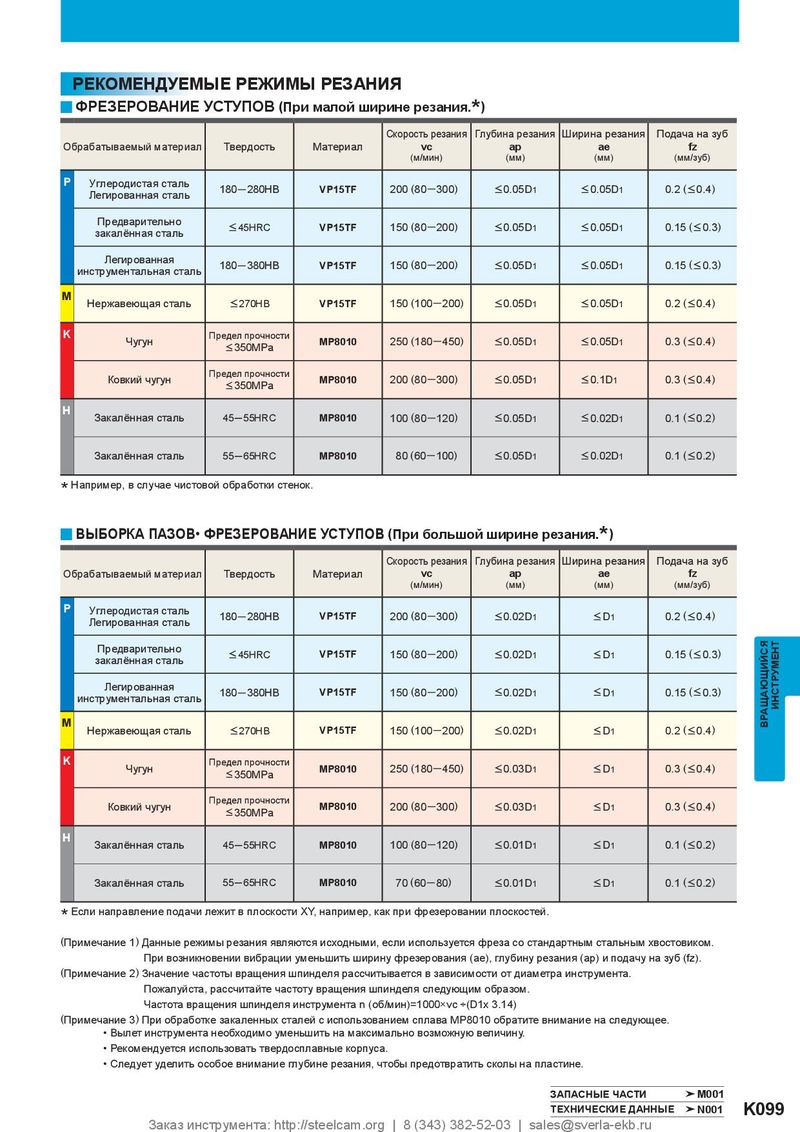
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y ФРЕЗЕРОВАНИЕ УСТУПОВ (При малой ширине резания. ) * Скорость резания Глубина резания Ширина резания Подача на зуб Обрабатываемый материал Твердость Материал vc ap ae fz (м/мин) (мм) (мм) (мм/зуб) P Углеродистая сталь 180 ─ 280HB VP15TF 200 (80 ─ 300) < 0.05D1 < 0.05D1 0.2 ( < 0.4) Легированная сталь Предварительно < 45HRC VP15TF 150 (80 ─ 200) < 0.05D1 < 0.05D1 0.15 ( < 0.3) закалённая сталь Легированная 180 ─ 380HB VP15TF 150 (80 ─ 200) < 0.05D1 < 0.05D1 0.15 ( < 0.3) инструментальная сталь M Нержавеющая сталь < 270HB VP15TF 150 (100 ─ 200) < 0.05D1 < 0.05D1 0.2 ( < 0.4) K Предел прочности Чугун < 350MPa MP8010 250 (180 ─ 450) < 0.05D1 < 0.05D1 0.3 ( < 0.4) Предел прочности Ковкий чугун MP8010 200 (80 ─ 300) < 0.05D1 < 0.1D1 0.3 ( < 0.4) < 350MPa H Закалённая сталь 45 ─ 55HRC MP8010 100 (80 ─ 120) < 0.05D1 < 0.02D1 0.1 ( < 0.2) Закалённая сталь 55 ─ 65HRC MP8010 80 (60─ 100) < 0.05D1 < 0.02D1 0.1 ( < 0.2) * Например, в случае чистовой обработки стенок. y ВЫБОРКА ПАЗОВ• ФРЕЗЕРОВАНИЕ УСТУПОВ (При большой ширине резания. ) * Скорость резания Глубина резания Ширина резания Подача на зуб Обрабатываемый материал Твердость Материал vc ap ae fz (м/мин) (мм) (мм) (мм/зуб) P Углеродистая сталь 180 ─ 280HB VP15TF 200 (80 ─ 300) < 0.02D1 < D1 0.2 ( < 0.4) Легированная сталь ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ Предварительно < 45HRC VP15TF 150 (80 ─ 200) < 0.02D1 < D1 0.15 ( < 0.3) закалённая сталь Легированная 180 ─ 380HB VP15TF 150 (80 ─ 200) < 0.02D1 < D1 0.15 ( < 0.3) инструментальная сталь M Нержавеющая сталь < 270HB VP15TF 150 (100 ─ 200) < 0.02D1 < D1 0.2 ( < 0.4) K Предел прочности Чугун < 350MPa MP8010 250 (180 ─ 450) < 0.03D1 < D1 0.3 ( < 0.4) Предел прочности Ковкий чугун MP8010 200 (80 ─ 300) < 0.03D1 < D1 0.3 ( < 0.4) < 350MPa H Закалённая сталь 45 ─ 55HRC MP8010 100 (80 ─ 120) < 0.01D1 < D1 0.1 ( < 0.2) Закалённая сталь 55 ─ 65HRC MP8010 70 (60─ 80) < 0.01D1 < D1 0.1 ( < 0.2) * Если направление подачи лежит в плоскости XY, например, как при фрезеровании плоскостей. (Примечание 1) Данные режимы резания являются исходными, если используется фреза со стандартным стальным хвостовиком. При возникновении вибрации уменьшить ширину фрезерования (ae), глубину резания (ap) и подачу на зуб (fz). (Примечание 2) Значение частоты вращения шпинделя рассчитывается в зависимости от диаметра инструмента. Пожалуйста, рассчитайте частоту вращения шпинделя следующим образом. Частота вращения шпинделя инструмента n (об/мин)=1000×vc ÷(D1х 3.14) (Примечание 3) При обработке закаленных сталей с использованием сплава МР8010 обратите внимание на следующее. • Вылет инструмента необходимо уменьшить на максимально возможную величину. • Рекомендуется использовать твердосплавные корпуса. • Следует уделить особое внимание глубине резания, чтобы предотвратить сколы на пластине. ЗАПАСНЫЕ ЧАСТИ M001 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 K099 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru