Каталог Mitsubishi Materials расточной инструмент - страница 14
Навигация
 Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент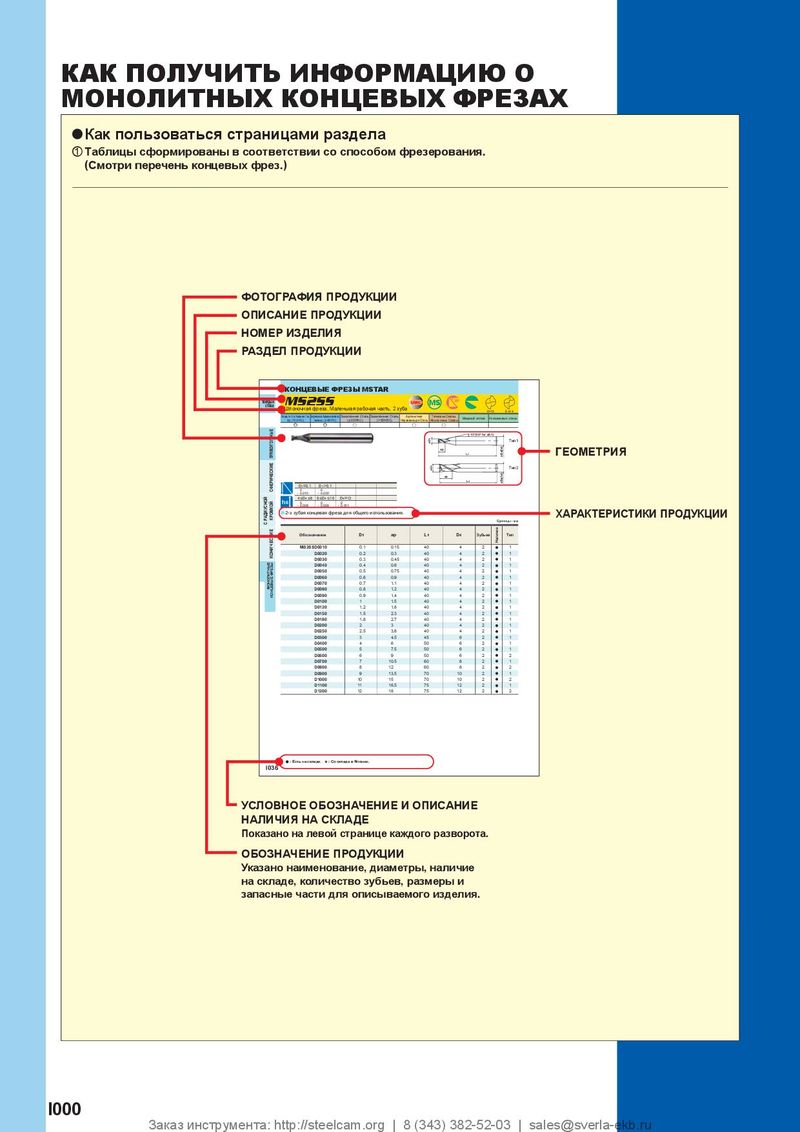 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы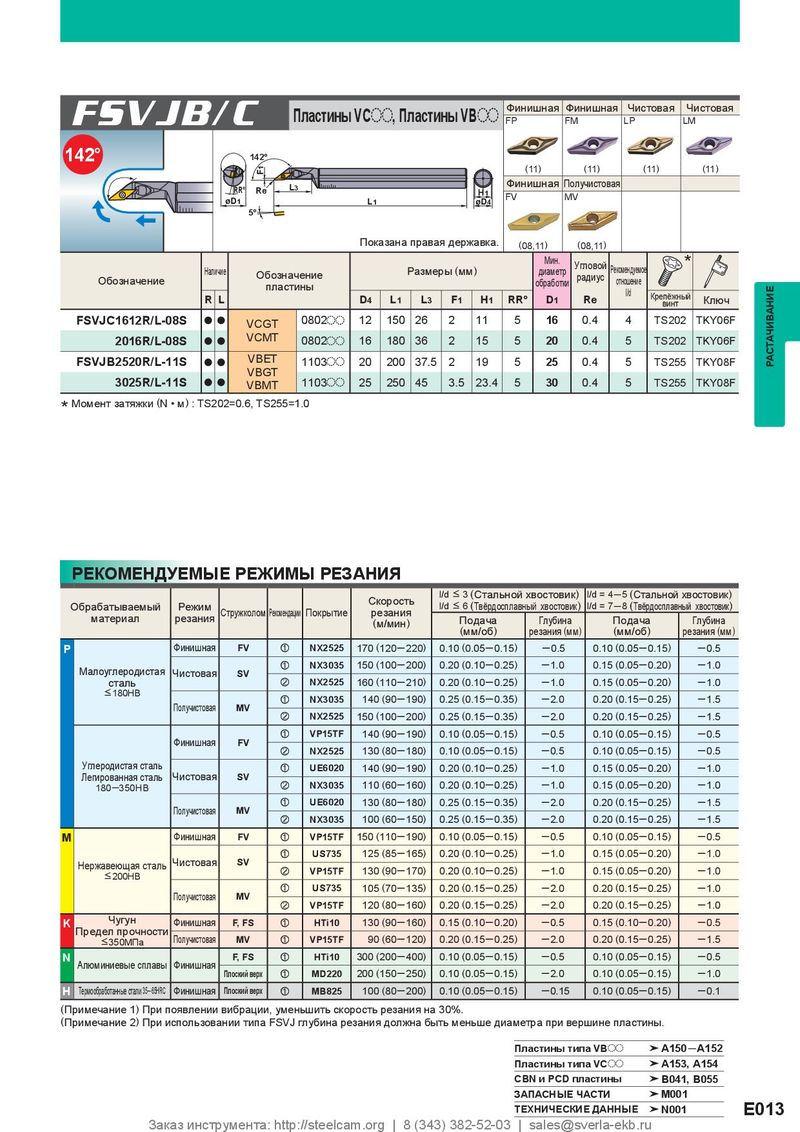
Финишная Финишная Чистовая Чистовая Пластины VC oo , Пластины VB oo FP FM LP LM FSVJB/C 142° 142° F1 ( 11 ) ( 11 ) ( 11 ) ( 11 ) Финишная Получистовая RR° Re L3 H 1 øD1 FV MV L1 øD4 5° Показана правая державка. ( 08,11 ) ( 08,11 ) Мин. Угловой * Наличие ( Обозначение Размеры мм ) диаметр Рекомендуемое Обозначение радиус пластины обработки отношение l/d Крепёжный R L D4 L1 L3 F1 H1 RR° D1 Re винт Ключ FSVJC1612R/L-08S a a oo VCGT 0802 12 150 26 2 11 5 16 0.4 4 TS202 TKY06F 2016R/L-08S a a VCMT 0802 oo 16 180 36 2 15 5 20 0.4 5 TS202 TKY06F FSVJB2520R/L-11S a a VBET 1103 oo 20 200 37.5 2 19 5 25 0.4 5 TS255 TKY08F РАСТАЧИВАНИЕ VBGT 3025R/L-11S a a VBMT 1103 oo 25 250 45 3.5 23.4 5 30 0.4 5 TS255 TKY08F Момент затяжки ( N • м ) : TS202=0.6, TS255=1.0 * РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ l/d < 3 ( Стальной хвостовик ) l/d = 4─5 ( Стальной хвостовик ) Скорость Обрабатываемый Режим l/d < 6 ( Твёрдосплавный хвостовик ) l/d = 7─8 ( Твёрдосплавный хвостовик ) Стружколом Рекомендации Покрытие резания материал резания ( м/мин ) Подача Глубина Подача Глубина ( мм/об ) резания ( мм ) ( мм/об ) резания ( мм ) P Финишная FV z NX2525 170 ( 120 ─ 220 ) 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 z NX3035 150 ( 100 ─ 200 ) 0.20 ( 0.10 ─ 0.25 ) ─ 1.0 0.15 ( 0.05 ─ 0.20 ) ─ 1.0 Малоуглеродистая Чистовая SV сталь x NX2525 160 ( 110 ─ 210 ) 0.20 ( 0.10 ─ 0.25 ) ─ 1.0 0.15 ( 0.05 ─ 0.20 ) ─ 1.0 < 180HB z NX3035 140 ( 90 ─ 190 ) 0.25 ( 0.15 ─ 0.35 ) ─ 2.0 0.20 ( 0.15 ─ 0.25 ) ─ 1.5 Получистовая MV x NX2525 150 ( 100 ─ 200 ) 0.25 ( 0.15 ─ 0.35 ) ─ 2.0 0.20 ( 0.15 ─ 0.25 ) ─ 1.5 z VP15TF 140 ( 90 ─ 190 ) 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 Финишная FV x NX2525 130 ( 80 ─ 180 ) 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 Углеродистая сталь z UE6020 140 ( 90 ─ 190 ) 0.20 ( 0.10 ─ 0.25 ) ─ 1.0 0.15 ( 0.05 ─ 0.20 ) ─ 1.0 Легированная сталь Чистовая SV 180 ─ 350HB x NX3035 110 ( 60 ─ 160 ) 0.20 ( 0.10 ─ 0.25 ) ─ 1.0 0.15 ( 0.05 ─ 0.20 ) ─ 1.0 z UE6020 130 ( 80 ─ 180 ) 0.25 ( 0.15 ─ 0.35 ) ─ 2.0 0.20 ( 0.15 ─ 0.25 ) ─ 1.5 Получистовая MV x NX3035 100 ( 60 ─ 150 ) 0.25 ( 0.15 ─ 0.35 ) ─ 2.0 0.20 ( 0.15 ─ 0.25 ) ─ 1.5 M Финишная FV z VP15TF 150 ( 110 ─ 190 ) 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 z US735 125 ( 85 ─ 165 ) 0.20 ( 0.10 ─ 0.25 ) ─ 1.0 0.15 ( 0.05 ─ 0.20 ) ─ 1.0 Нержавеющая сталь Чистовая SV x VP15TF 130 ( 90 ─ 170 ) 0.20 ( 0.10 ─ 0.25 ) ─ 1.0 0.15 ( 0.05 ─ 0.20 ) ─ 1.0 < 200HB z US735 105 ( 70 ─ 135 ) 0.20 ( 0.15 ─ 0.25 ) ─ 2.0 0.20 ( 0.15 ─ 0.25 ) ─ 1.0 Получистовая MV x VP15TF 120 ( 80 ─ 160 ) 0.20 ( 0.15 ─ 0.25 ) ─ 2.0 0.20 ( 0.15 ─ 0.25 ) ─ 1.0 K Чугун Финишная F, FS z HTi10 130 ( 90 ─ 160 ) 0.15 ( 0.10 ─ 0.20 ) ─ 0.5 0.15 ( 0.10 ─ 0.20 ) ─ 0.5 Предел прочности < 350МПа Получистовая MV z VP15TF 90 ( 60 ─ 120 ) 0.20 ( 0.15 ─ 0.25 ) ─ 2.0 0.20 ( 0.15 ─ 0.25 ) ─ 1.5 N F, FS z HTi10 300 ( 200 ─ 400 ) 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 0.10 ( 0.05 ─ 0.15 ) ─ 0.5 Алюминиевые сплавы Финишная Плоский верх z MD220 200 ( 150 ─ 250 ) 0.10 ( 0.05 ─ 0.15 ) ─ 2.0 0.10 ( 0.05 ─ 0.15 ) ─ 1.0 H Термообработанные стали 35─65HRC Финишная Плоский верх z MB825 100 ( 80 ─ 200 ) 0.10 ( 0.05 ─ 0.15 ) ─ 0.15 0.10 ( 0.05 ─ 0.15 ) ─ 0.1 ( Примечание 1 ) При появлении вибрации, уменьшить скорость резания на 30%. ( Примечание 2 ) При использовании типа FSVJ глубина резания должна быть меньше диаметра при вершине пластины. Пластины типа VB oo A150 ─ A152 Пластины типа VC oo A153, A154 CBN и PCD пластины B041, B055 ЗАПАСНЫЕ ЧАСТИ M001 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 E013 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru