Каталог Mitsubishi Materials отрезной и канавочный инструмент - страница 123
Навигация
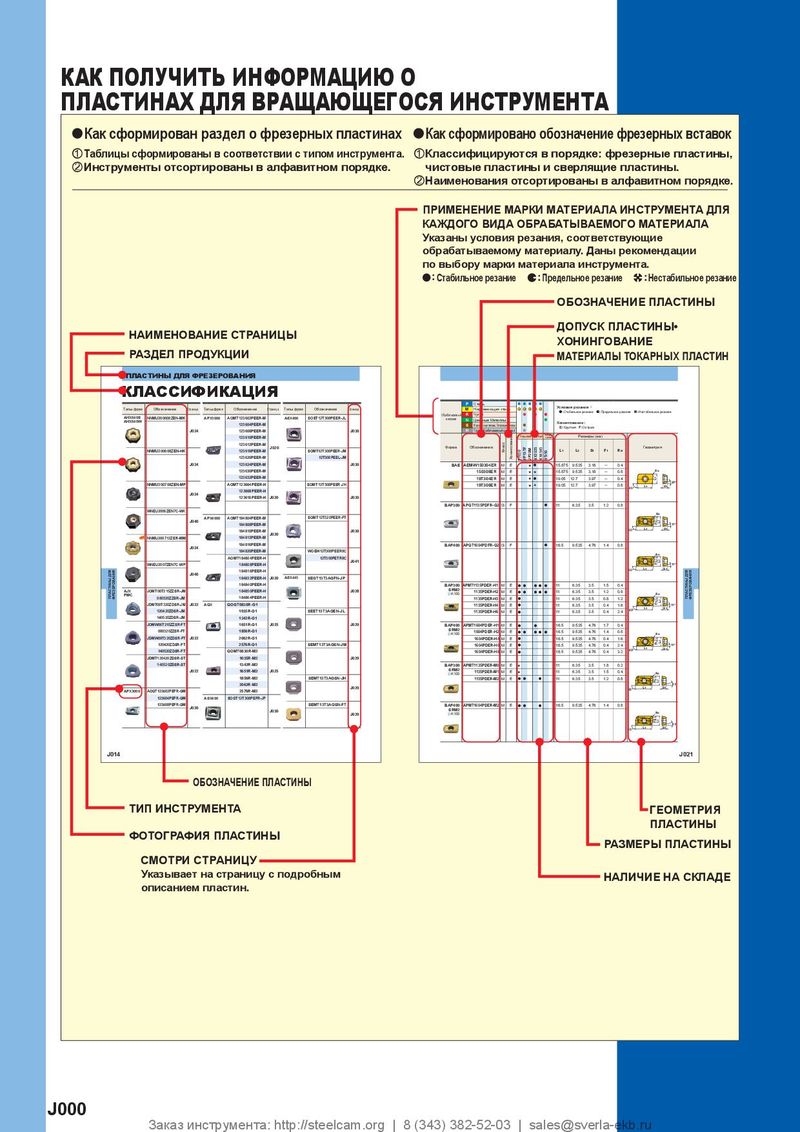 Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования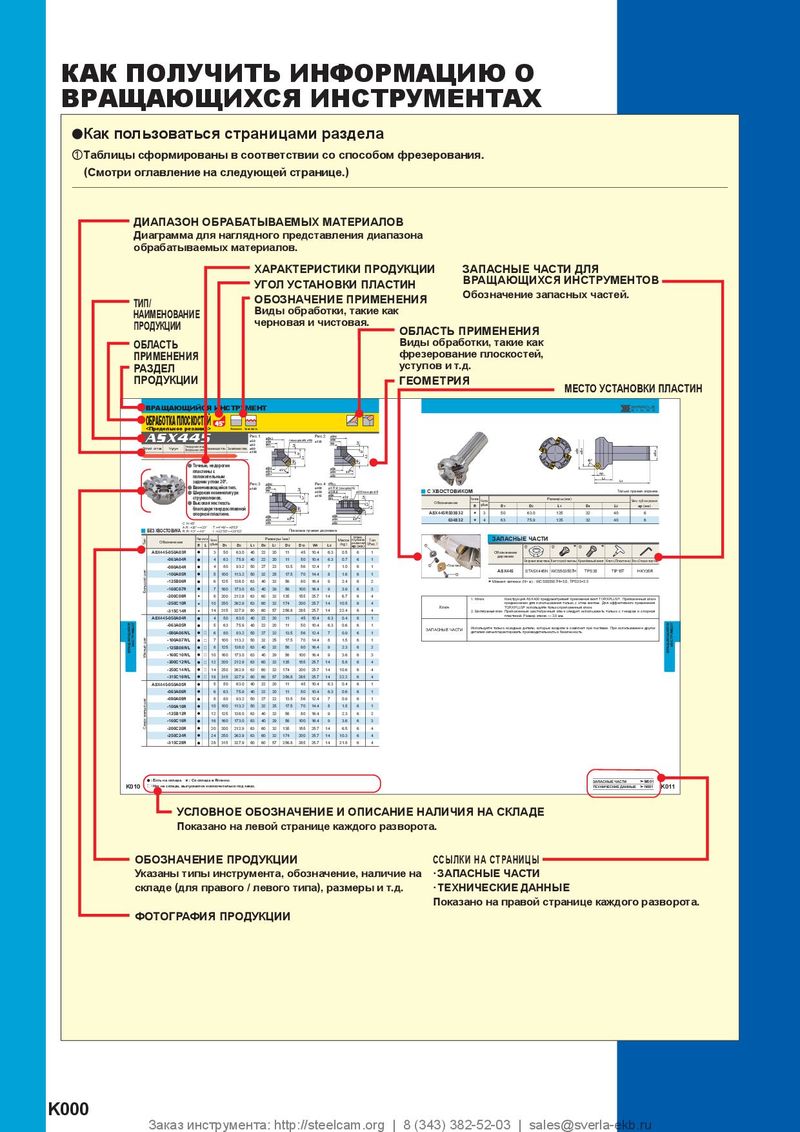 Каталог Mitsubishi Materials вращающийся инструмент
Каталог Mitsubishi Materials вращающийся инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты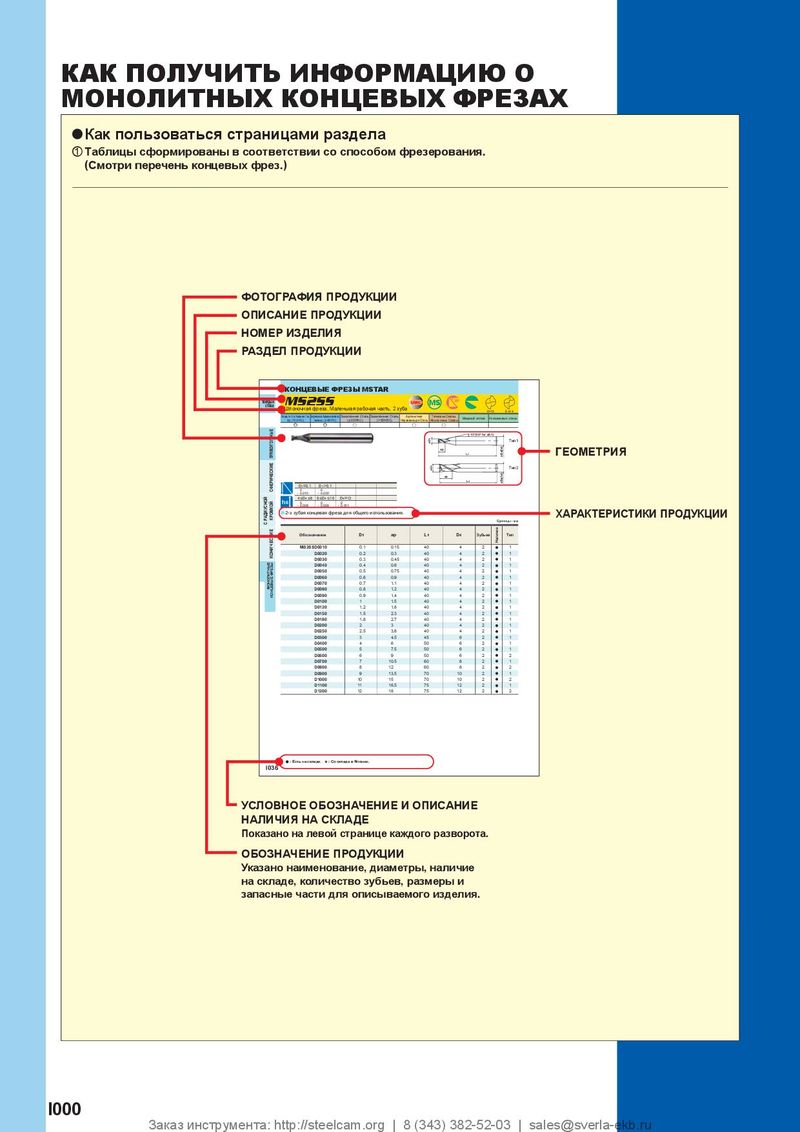 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы 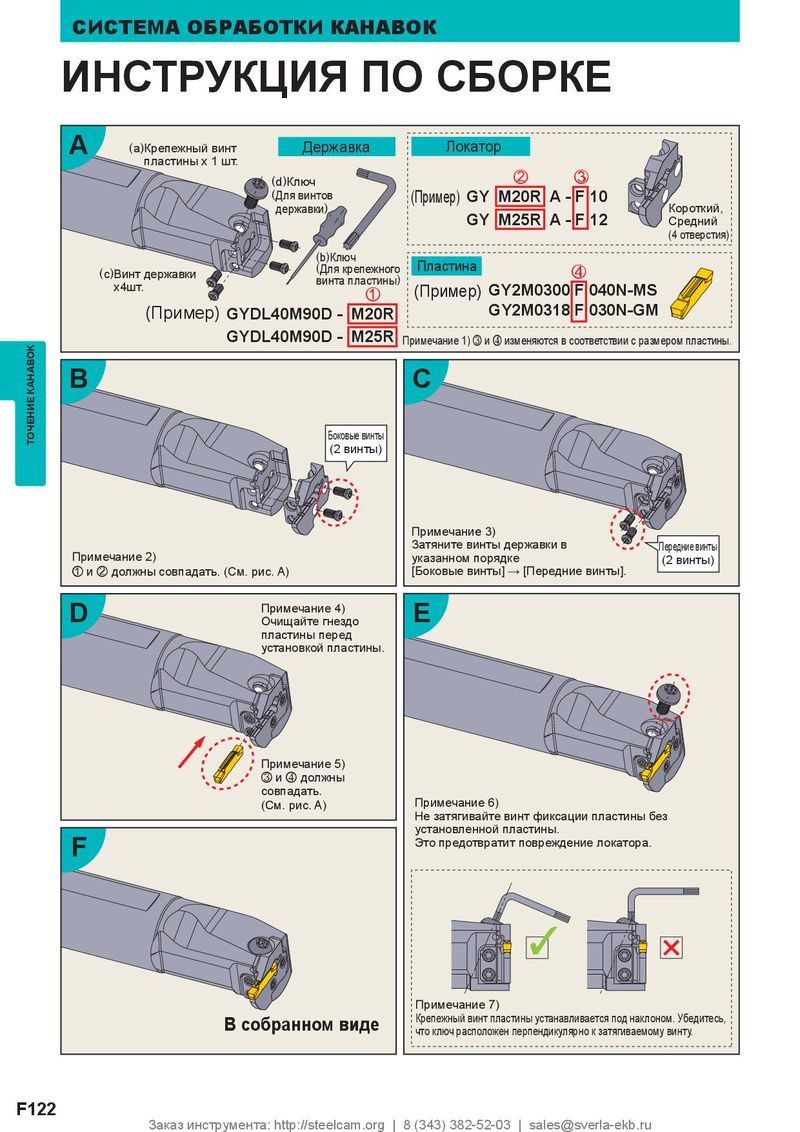
СИСТЕМА ОБРАБОТКИ КАНАВОК ИНСТРУКЦИЯ ПО СБОРКЕ A ( a ) Крепежный винт Державка Локатор пластины x 1 шт. ( d ) Ключ x c ( Для винтов (Пример) GY M20R A - F 10 державки ) Короткий, GY M25R A - F 12 Средний (4 отверстия) ( b ) Ключ ( Для крепежного Пластина ( c ) Винт державки v винта пластины ) x4шт. (Пример) GY2M0300 F 040N-MS z (Пример) GYDL40M90D - M20R GY2M0318 F 030N-GM GYDL40M90D - M25R Примечание 1) c и v изменяются в соответствии с размером пластины. B C Боковые винты ТОЧЕНИЕ КАНАВОК (2 винты) Примечание 3) Затяните винты державки в Передние винты Примечание 2) указанном порядке (2 винты) z и x должны совпадать. (См. рис. A) [Боковые винты] → [Передние винты]. Примечание 4) D Очищайте гнездо E пластины перед установкой пластины. Примечание 5) c и v должны совпадать. (См. рис. A) Примечание 6) Не затягивайте винт фиксации пластины без установленной пластины. Это предотвратит повреждение локатора. F Примечание 7) Крепежный винт пластины устанавливается под наклоном. Убедитесь, В собранном виде что ключ расположен перпендикулярно к затягиваемому винту. F122 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru