Каталог Mitsubishi Materials отрезной и канавочный инструмент - страница 104
Навигация
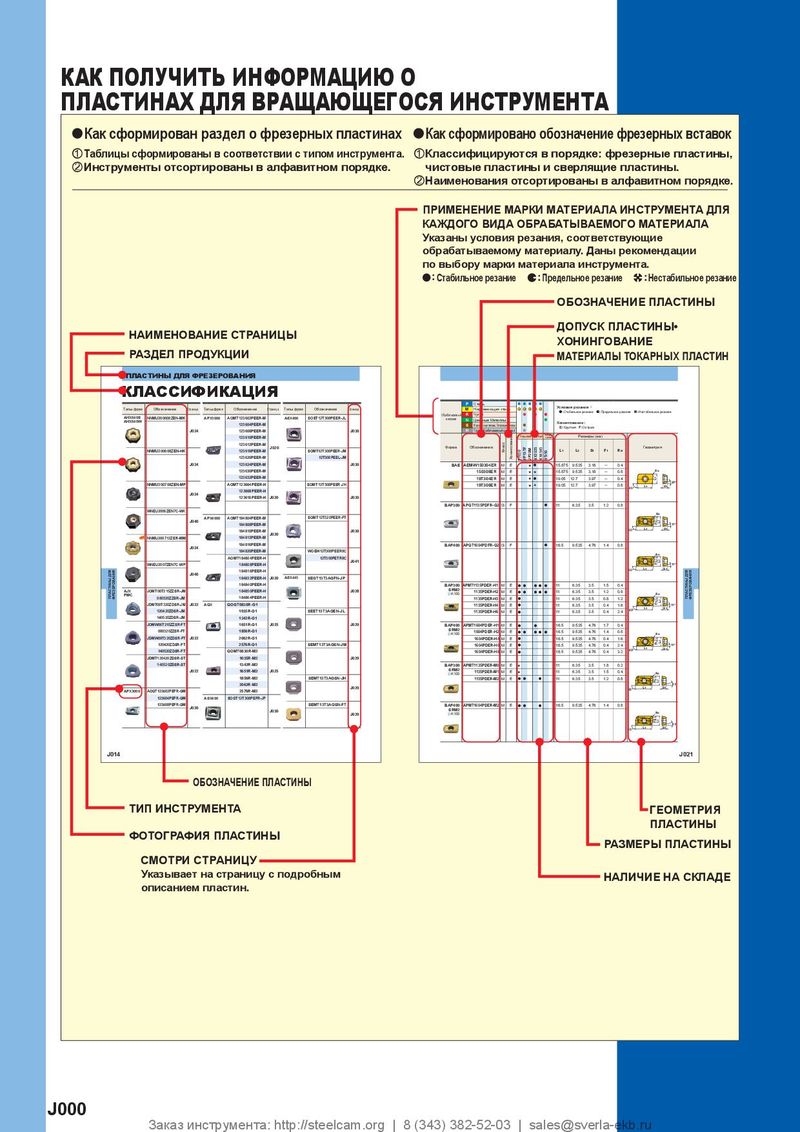 Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования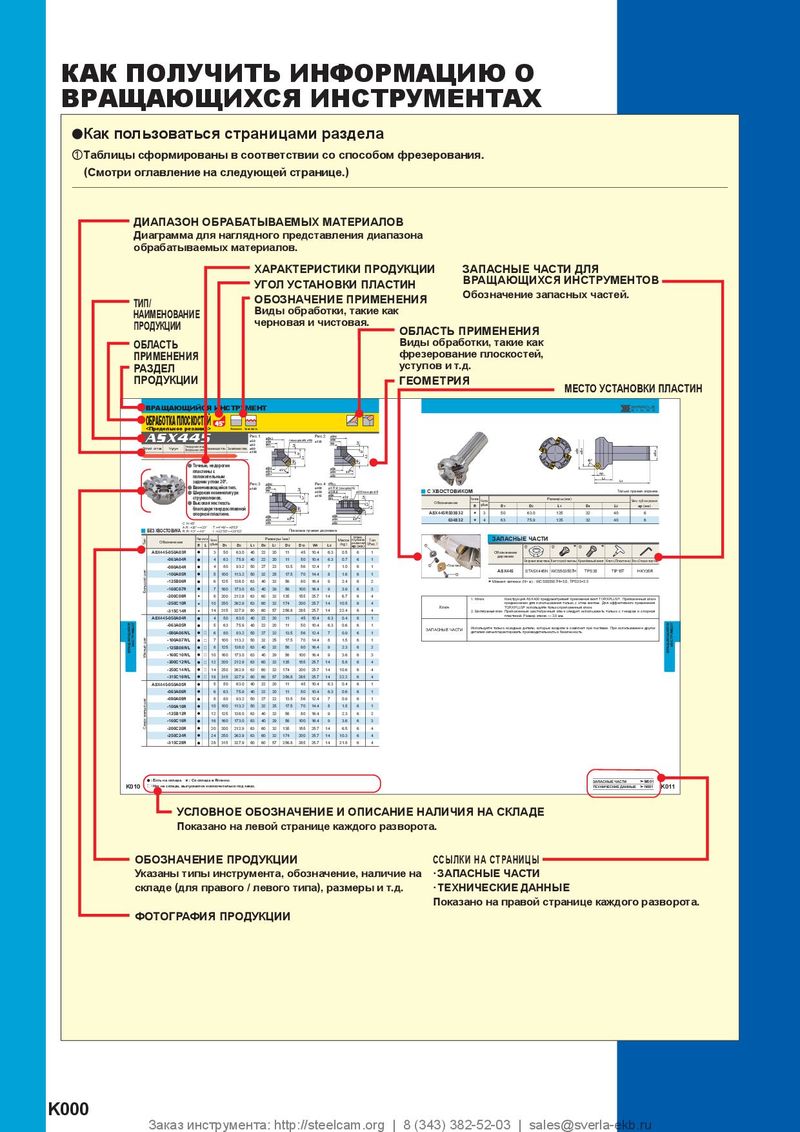 Каталог Mitsubishi Materials вращающийся инструмент
Каталог Mitsubishi Materials вращающийся инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты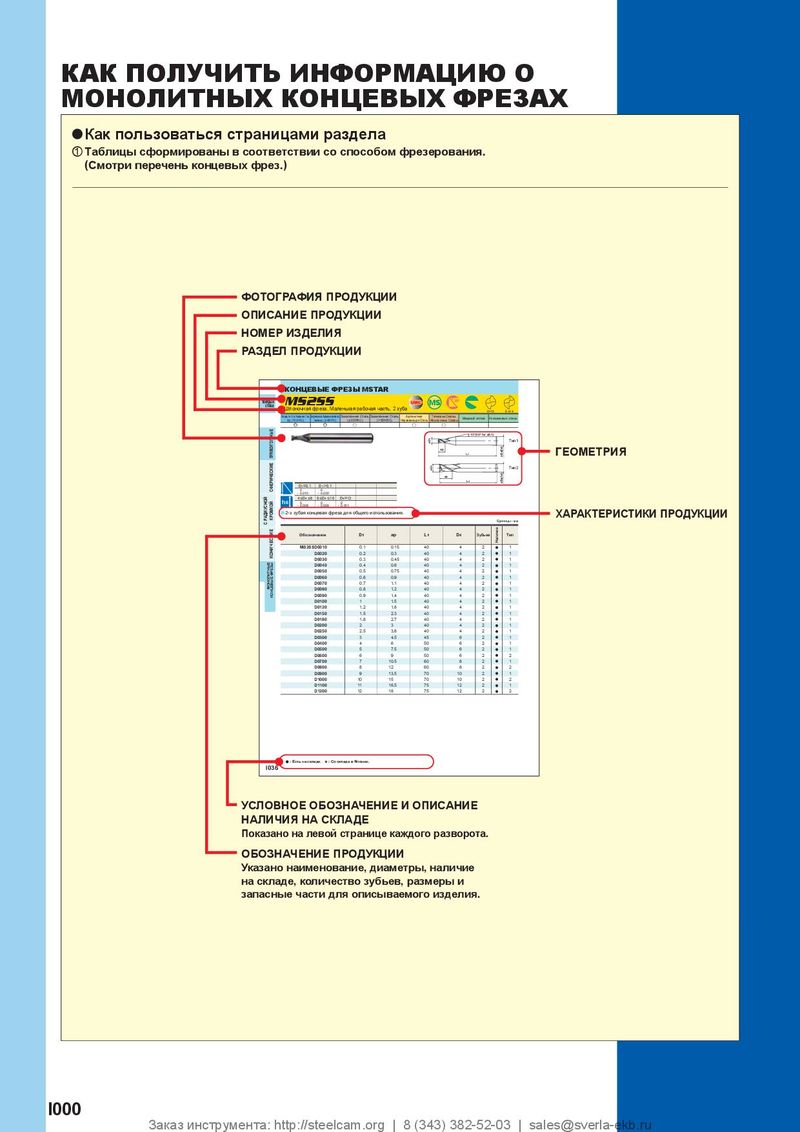 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы 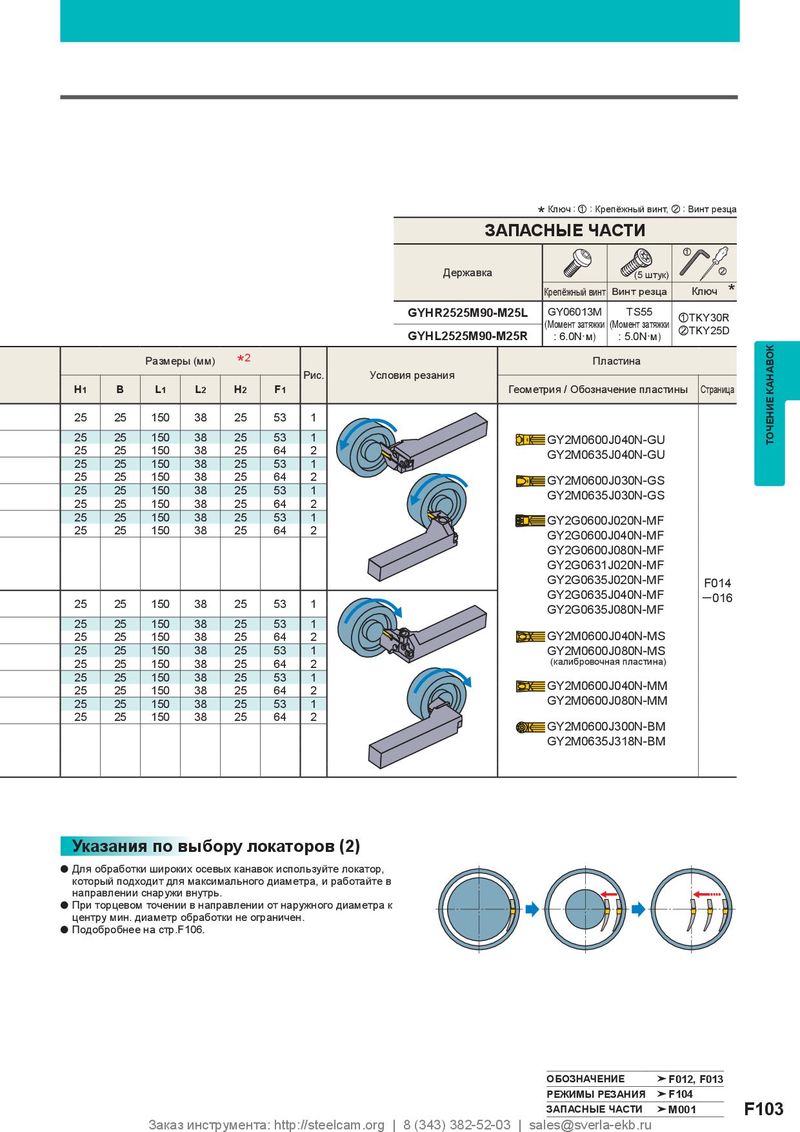
Ключ : z : Крепёжный винт, x : Винт резца * ЗАПАСНЫЕ ЧАСТИ z Державка (5 штук) x Крепёжный винт Винт резца Ключ * GYHR2525M90-M25L GY06013M TS55 zTKY30R (Момент затяжки (Момент затяжки xTKY25D GYHL2525M90-M25R : 6.0N·м) : 5.0N·м) Ширина Диапазон диаметров для врезания Макс. Обозначение Размеры (мм) 2 Пластина Размер пластины Сторона D1 (мм) глубина канавки * ID-Комплект Рис. Условия резания гнезда W3 ( R/L ) ar (мм) Мин. Макс. (мм) Локатор Наличие Державка Наличие H1 B L1 L2 H2 F1 Геометрия / Обозначение пластины Страница 50 70 14 ( 5G1R4J11 ) GYM25LD-J14-050 a 25 25 150 38 25 53 1 14 ( 5G1R4J12 ) GYM25LD-J14-070 a 25 25 150 38 25 53 1 70 110 GY2M0600J040N-GU ТОЧЕНИЕ КАНАВОК 25 1 ( 5G1R4J22 ) GYM25LD-J25-070 a 25 25 150 38 25 64 2 * GY2M0635J040N-GU 14 ( 5G1R4J13 ) GYM25LD-J14-110 a 25 25 150 38 25 53 1 110 200 GYHR2525M90-M25L a 25 1 ( 5G1R4J23 ) GYM25LD-J25-110 a 25 25 150 38 25 64 2 GY2M0600J030N-GS * 14 ( 5G1R4J14 ) GYM25LD-J14-170 a 25 25 150 38 25 53 1 R 170 280 GY2M0635J030N-GS 25 1 ( 5G1R4J24 ) GYM25LD-J25-170 a 25 25 150 38 25 64 2 * 14 ( 5G1R4J15 ) GYM25LD-J14-250 a 25 25 150 38 25 53 1 250 999 GY2G0600J020N-MF 25 1 ( 5G1R4J25 ) GYM25LD-J25-250 a 25 25 150 38 25 64 2 * GY2G0600J040N-MF GY2G0600J080N-MF GY2G0631J020N-MF 6.00 GY2G0635J020N-MF F014 J 6.31 GY2G0635J040N-MF ─ 016 50 70 14 ( 5G1L4J11 ) 6.35 GYM25RD-J14-050 a 25 25 150 38 25 53 1 GY2G0635J080N-MF 14 ( 5G1L4J12 ) GYM25RD-J14-070 a 25 25 150 38 25 53 1 70 110 25 1 ( 5G1L4J22 ) GYM25RD-J25-070 a 25 25 150 38 25 64 2 GY2M0600J040N-MS * 14 ( 5G1L4J13 ) GYM25RD-J14-110 a 25 25 150 38 25 53 1 GY2M0600J080N-MS 110 200 GYHL2525M90-M25R a 25 1 ( 5G1L4J23 ) GYM25RD-J25-110 a 25 25 150 38 25 64 2 (калибровочная пластина) * 14 ( 5G1L4J14 ) GYM25RD-J14-170 a 25 25 150 38 25 53 1 L 170 280 GY2M0600J040N-MM 25 1 ( 5G1L4J24 ) GYM25RD-J25-170 a 25 25 150 38 25 64 2 * 14 ( 5G1L4J15 ) GYM25RD-J14-250 a 25 25 150 38 25 53 1 GY2M0600J080N-MM 250 999 25 1 ( 5G1L4J25 ) GYM25RD-J25-250 a 25 25 150 38 25 64 2 * GY2M0600J300N-BM GY2M0635J318N-BM Указания по выбору локаторов ( 2 ) a Для обработки широких осевых канавок используйте локатор, который подходит для максимального диаметра, и работайте в направлении снаружи внутрь. a При торцевом точении в направлении от наружного диаметра к центру мин. диаметр обработки не ограничен. a Подобробнее на стр.F106. ОБОЗНАЧЕНИЕ F012, F013 РЕЖИМЫ РЕЗАНИЯ F104 ЗАПАСНЫЕ ЧАСТИ M001 F103 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru