Каталог Mitsubishi Materials концевые монолитные фрезы - страница 55
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 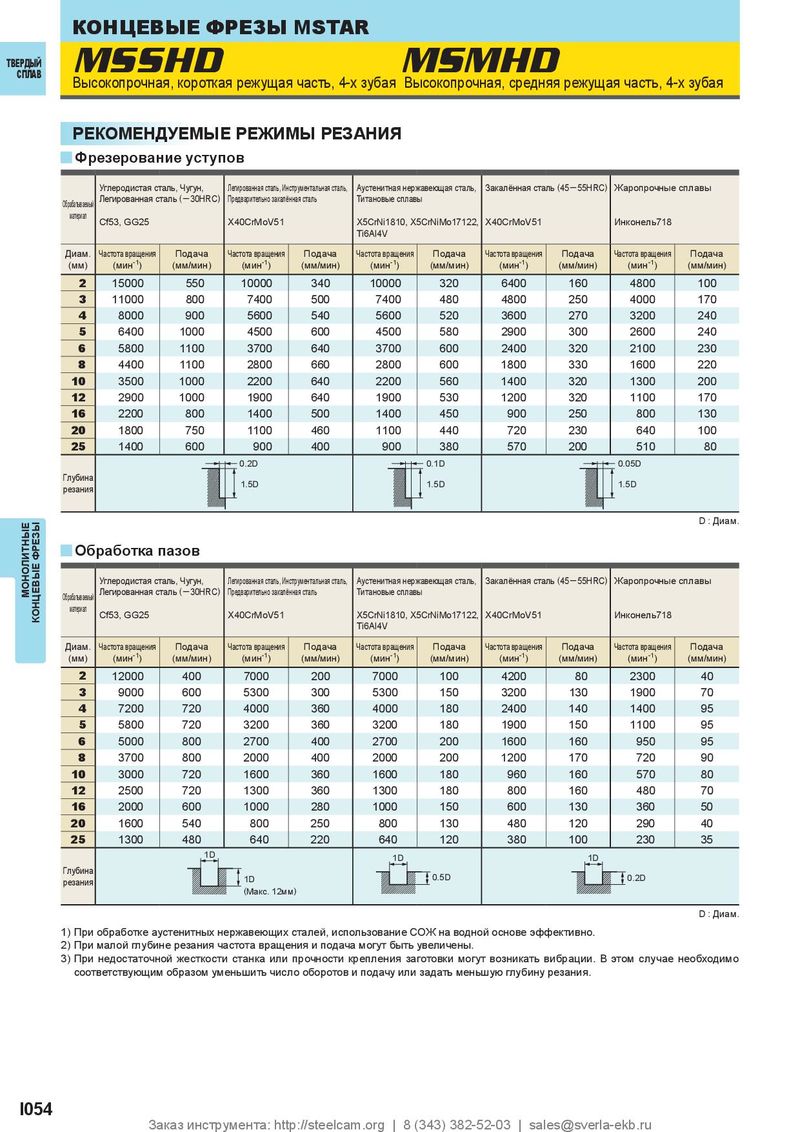
КОНЦЕВЫЕ ФРЕЗЫ MSTAR ТВЕРДЫЙ СПЛАВ MSSHD MSMHD Высокопрочная, короткая режущая часть, 4-х зубая Высокопрочная, средняя режущая часть, 4-х зубая РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y Фрезерование уступов Углеродистая сталь, Чугун, Легированная сталь, Инструментальная сталь, Аустенитная нержавеющая сталь, Закалённая сталь ( 45 ─ 55HRC ) Жаропрочные сплавы Легированная сталь (─ 30HRC ) Предварительно закалённая сталь Титановые сплавы Обрабатываемый материал Cf53, GG25 X40CrMoV51 X5CrNi1810, X5CrNiMo17122, X40CrMoV51 Инконель718 Ti6Al4V Диам. Частота вращения Подача Частота вращения Подача Частота вращения Подача Частота вращения Подача Частота вращения Подача (мм) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) 2 15000 550 10000 340 10000 320 6400 160 4800 100 3 11000 800 7400 500 7400 480 4800 250 4000 170 4 8000 900 5600 540 5600 520 3600 270 3200 240 5 6400 1000 4500 600 4500 580 2900 300 2600 240 6 5800 1100 3700 640 3700 600 2400 320 2100 230 8 4400 1100 2800 660 2800 600 1800 330 1600 220 10 3500 1000 2200 640 2200 560 1400 320 1300 200 12 2900 1000 1900 640 1900 530 1200 320 1100 170 16 2200 800 1400 500 1400 450 900 250 800 130 20 1800 750 1100 460 1100 440 720 230 640 100 25 1400 600 900 400 900 380 570 200 510 80 0.2D 0.1D 0.05D Глубина 1.5D 1.5D 1.5D резания D : Диам. y Обработка пазов Углеродистая сталь, Чугун, Легированная сталь, Инструментальная сталь, Аустенитная нержавеющая сталь, Закалённая сталь ( 45 ─ 55HRC ) Жаропрочные сплавы МОНОЛИТНЫЕ Легированная сталь (─ 30HRC ) Предварительно закалённая сталь Титановые сплавы Обрабатываемый материал Cf53, GG25 X40CrMoV51 X5CrNi1810, X5CrNiMo17122, X40CrMoV51 Инконель718 КОНЦЕВЫЕ ФРЕЗЫ Ti6Al4V Диам. Частота вращения Подача Частота вращения Подача Частота вращения Подача Частота вращения Подача Частота вращения Подача (мм) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) 2 12000 400 7000 200 7000 100 4200 80 2300 40 3 9000 600 5300 300 5300 150 3200 130 1900 70 4 7200 720 4000 360 4000 180 2400 140 1400 95 5 5800 720 3200 360 3200 180 1900 150 1100 95 6 5000 800 2700 400 2700 200 1600 160 950 95 8 3700 800 2000 400 2000 200 1200 170 720 90 10 3000 720 1600 360 1600 180 960 160 570 80 12 2500 720 1300 360 1300 180 800 160 480 70 16 2000 600 1000 280 1000 150 600 130 360 50 20 1600 540 800 250 800 130 480 120 290 40 25 1300 480 640 220 640 120 380 100 230 35 1D 1D 1D Глубина резания 1D 0.5D 0.2D ( Макс. 12мм ) D : Диам. 1) При обработке аустенитных нержавеющих сталей, использование СОЖ на водной основе эффективно. 2) При малой глубине резания частота вращения и подача могут быть увеличены. 3) При недостаточной жесткости станка или прочности крепления заготовки могут возникать вибрации. В этом случае необходимо соответствующим образом уменьшить число оборотов и подачу или задать меньшую глубину резания. I054 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru