Каталог Mitsubishi Materials концевые монолитные фрезы - страница 278
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 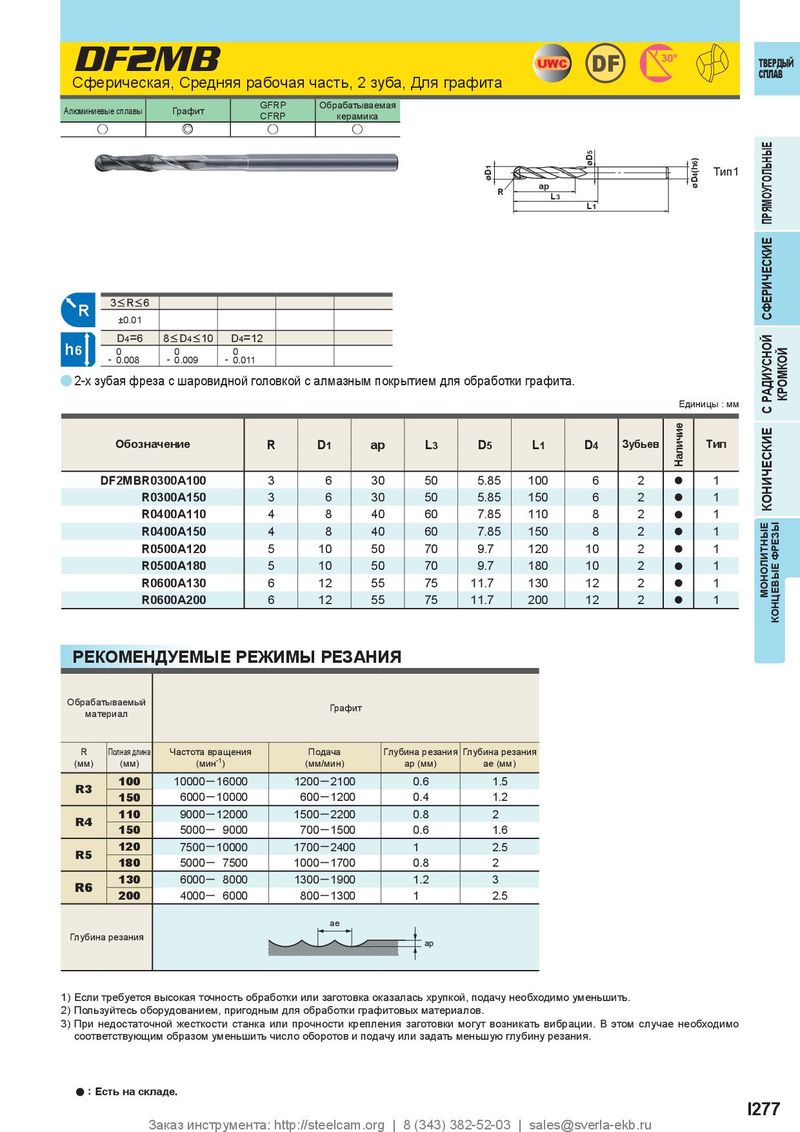
30° UWC DF2MB DF ТВЕРДЫЙ СПЛАВ Сферическая, Средняя рабочая часть, 2 зуба, Для графита GFRP Обрабатываемая Алюминиевые сплавы Графит CFRP керамика u e u u øD5 Тип1 øD1 ap øD4(h6) R L3 L1 ПРЯМОУГОЛЬНЫЕ 3< R< 6 R ±0.01 СФЕРИЧЕСКИЕ D4 = 6 8< D4< 10 D4 = 12 h6 0 0 0 - 0.008 - 0.009 - 0.011 a 2-х зубая фреза с шаровидной головкой с алмазным покрытием для обработки графита. КРОМКОЙ Единицы : мм С РАДИУСНОЙ Обозначение R D1 ap L3 D5 L1 D4 Зубьев Тип Наличие DF2MBR0300A100 3 6 30 50 5.85 100 6 2 a 1 R0300A150 3 6 30 50 5.85 150 6 2 a 1 КОНИЧЕСКИЕ R0400A110 4 8 40 60 7.85 110 8 2 a 1 R0400A150 4 8 40 60 7.85 150 8 2 a 1 R0500A120 5 10 50 70 9.7 120 10 2 a 1 R0500A180 5 10 50 70 9.7 180 10 2 a 1 R0600A130 6 12 55 75 11.7 130 12 2 a 1 МОНОЛИТНЫЕ R0600A200 6 12 55 75 11.7 200 12 2 a 1 КОНЦЕВЫЕ ФРЕЗЫ РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Обрабатываемый Графит материал R Полная длина Частота вращения Подача Глубина резания Глубина резания (мм) (мм) (мин -1 ) (мм/мин) ap (мм) ae (мм) 100 10000 ─ 16000 1200 ─ 2100 0.6 1.5 R3 150 6000 ─ 10000 600 ─ 1200 0.4 1.2 110 9000 ─ 12000 1500 ─ 2200 0.8 2 R4 150 5000 ─ 9000 700 ─ 1500 0.6 1.6 120 7500 ─ 10000 1700 ─ 2400 1 2.5 R5 180 5000 ─ 7500 1000 ─ 1700 0.8 2 130 6000 ─ 8000 1300 ─ 1900 1.2 3 R6 200 4000 ─ 6000 800 ─ 1300 1 2.5 ae Глубина резания ap 1) Если требуется высокая точность обработки или заготовка оказалась хрупкой, подачу необходимо уменьшить. 2) Пользуйтесь оборудованием, пригодным для обработки графитовых материалов. 3) При недостаточной жесткости станка или прочности крепления заготовки могут возникать вибрации. В этом случае необходимо соответствующим образом уменьшить число оборотов и подачу или задать меньшую глубину резания. a : Есть на складе. I277 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru