Каталог Mitsubishi Materials концевые монолитные фрезы - страница 270
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 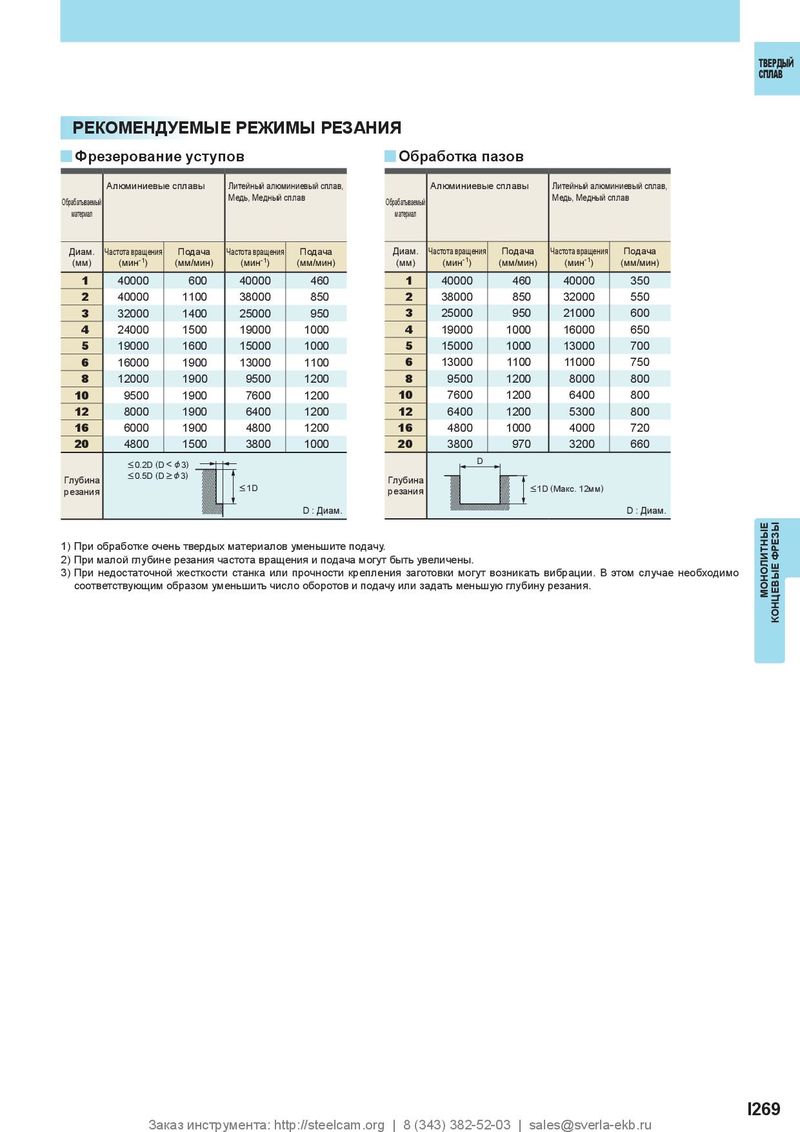
ТВЕРДЫЙ СПЛАВ РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y Фрезерование уступов y Обработка пазов Алюминиевые сплавы Литейный алюминиевый сплав, Алюминиевые сплавы Литейный алюминиевый сплав, Медь, Медный сплав Медь, Медный сплав Обрабатываемый Обрабатываемый материал материал Диам. Частота вращения Подача Частота вращения Подача Диам. Частота вращения Подача Частота вращения Подача (мм) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мм) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) 1 40000 600 40000 460 1 40000 460 40000 350 2 40000 1100 38000 850 2 38000 850 32000 550 3 32000 1400 25000 950 3 25000 950 21000 600 4 24000 1500 19000 1000 4 19000 1000 16000 650 5 19000 1600 15000 1000 5 15000 1000 13000 700 6 16000 1900 13000 1100 6 13000 1100 11000 750 8 12000 1900 9500 1200 8 9500 1200 8000 800 10 9500 1900 7600 1200 10 7600 1200 6400 800 12 8000 1900 6400 1200 12 6400 1200 5300 800 16 6000 1900 4800 1200 16 4800 1000 4000 720 20 4800 1500 3800 1000 20 3800 970 3200 660 < 0.2D ( D D < & 3 ) < 0.5D ( D > & 3 ) Глубина Глубина резания < 1D резания < 1D ( Макс. 12мм ) D : Диам. D : Диам. 1) При обработке очень твердых материалов уменьшите подачу. 2) При малой глубине резания частота вращения и подача могут быть увеличены. 3) При недостаточной жесткости станка или прочности крепления заготовки могут возникать вибрации. В этом случае необходимо соответствующим образом уменьшить число оборотов и подачу или задать меньшую глубину резания. МОНОЛИТНЫЕ КОНЦЕВЫЕ ФРЕЗЫ I269 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru