Каталог Mitsubishi Materials концевые монолитные фрезы - страница 268
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 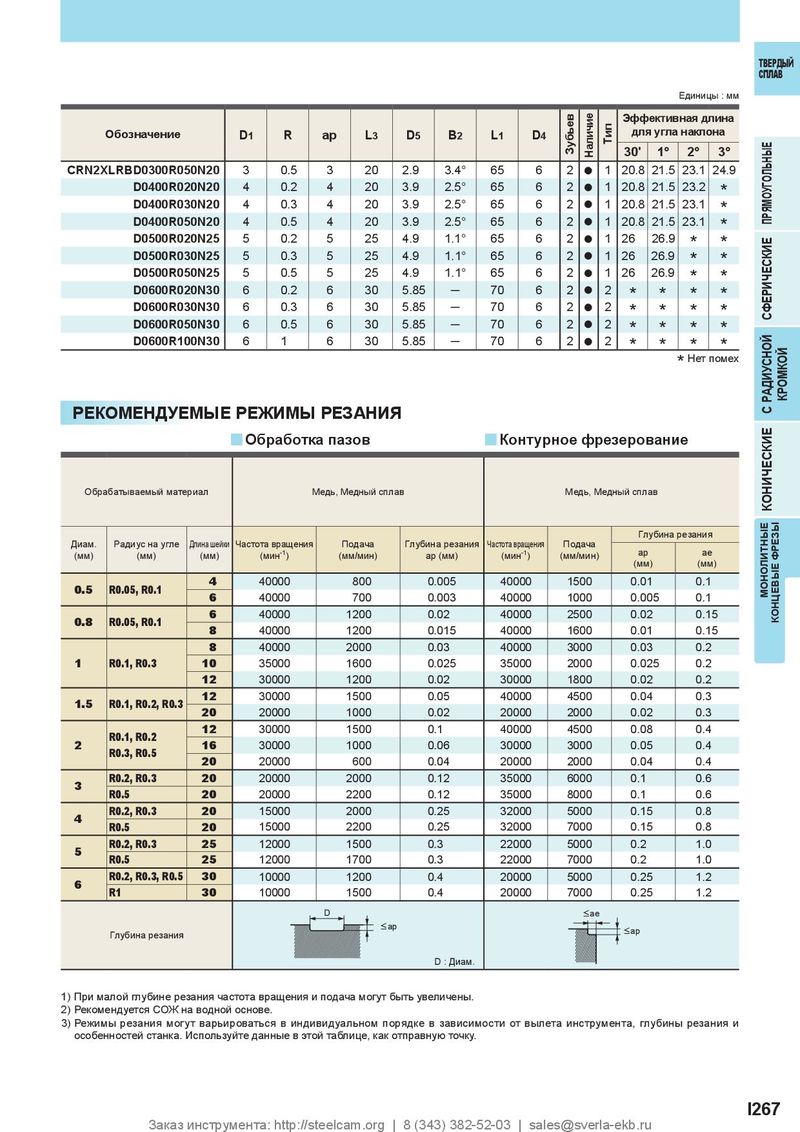
ТВЕРДЫЙ СПЛАВ Единицы : мм Эффективная длина Обозначение для угла наклона D1 R ap L3 D5 B2 L1 D4 Тип Зубьев Наличие 30' 1° 2° 3° CRN2XLRBD0300R050N20 3 0.5 3 20 2.9 3.4° 65 6 2 a 1 20.8 21.5 23.1 24.9 D0400R020N20 4 0.2 4 20 3.9 2.5° 65 6 2 a 1 20.8 21.5 23.2 * D0400R030N20 4 0.3 4 20 3.9 2.5° 65 6 2 a 1 20.8 21.5 23.1 * D0400R050N20 4 0.5 4 20 3.9 2.5° 65 6 2 a 1 20.8 21.5 23.1 ПРЯМОУГОЛЬНЫЕ * D0500R020N25 5 0.2 5 25 4.9 1.1° 65 6 2 a 1 26 26.9 * * D0500R030N25 5 0.3 5 25 4.9 1.1° 65 6 2 a 1 26 26.9 * * D0500R050N25 5 0.5 5 25 4.9 1.1° 65 6 2 a 1 26 26.9 * * D0600R020N30 6 0.2 6 30 5.85 ─ 70 6 2 a 2 * * * * D0600R030N30 6 0.3 6 30 5.85 ─ 70 6 2 a 2 * * * * СФЕРИЧЕСКИЕ D0600R050N30 6 0.5 6 30 5.85 ─ 70 6 2 a 2 * * * * D0600R100N30 6 1 6 30 5.85 ─ 70 6 2 a 2 * * * * Нет помех * КРОМКОЙ С РАДИУСНОЙ РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y Обработка пазов y Контурное фрезерование Обрабатываемый материал Медь, Медный сплав Медь, Медный сплав КОНИЧЕСКИЕ Глубина резания Диам. Радиус на угле Длина шейки Частота вращения Подача Глубина резания Частота вращения Подача (мм) (мм) (мм) (мин -1 ) (мм/мин) ap (мм) (мин -1 ) (мм/мин) ap ae (мм) (мм) 4 40000 800 0.005 40000 1500 0.01 0.1 0.5 R0.05, R0.1 6 40000 700 0.003 40000 1000 0.005 0.1 МОНОЛИТНЫЕ 6 40000 1200 0.02 40000 2500 0.02 0.15 0.8 R0.05, R0.1 КОНЦЕВЫЕ ФРЕЗЫ 8 40000 1200 0.015 40000 1600 0.01 0.15 8 40000 2000 0.03 40000 3000 0.03 0.2 1 R0.1, R0.3 10 35000 1600 0.025 35000 2000 0.025 0.2 12 30000 1200 0.02 30000 1800 0.02 0.2 12 30000 1500 0.05 40000 4500 0.04 0.3 1.5 R0.1, R0.2, R0.3 20 20000 1000 0.02 20000 2000 0.02 0.3 12 30000 1500 0.1 40000 4500 0.08 0.4 R0.1, R0.2 2 16 30000 1000 0.06 30000 3000 0.05 0.4 R0.3, R0.5 20 20000 600 0.04 20000 2000 0.04 0.4 R0.2, R0.3 20 20000 2000 0.12 35000 6000 0.1 0.6 3 R0.5 20 20000 2200 0.12 35000 8000 0.1 0.6 R0.2, R0.3 20 15000 2000 0.25 32000 5000 0.15 0.8 4 R0.5 20 15000 2200 0.25 32000 7000 0.15 0.8 R0.2, R0.3 25 12000 1500 0.3 22000 5000 0.2 1.0 5 R0.5 25 12000 1700 0.3 22000 7000 0.2 1.0 R0.2, R0.3, R0.5 30 10000 1200 0.4 20000 5000 0.25 1.2 6 R1 30 10000 1500 0.4 20000 7000 0.25 1.2 D < ae < ap < ap Глубина резания D : Диам. 1) При малой глубине резания частота вращения и подача могут быть увеличены. 2) Рекомендуется СОЖ на водной основе. 3) Режимы резания могут варьироваться в индивидуальном порядке в зависимости от вылета инструмента, глубины резания и особенностей станка. Используйте данные в этой таблице, как отправную точку. I267 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru