Каталог Mitsubishi Materials концевые монолитные фрезы - страница 234
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 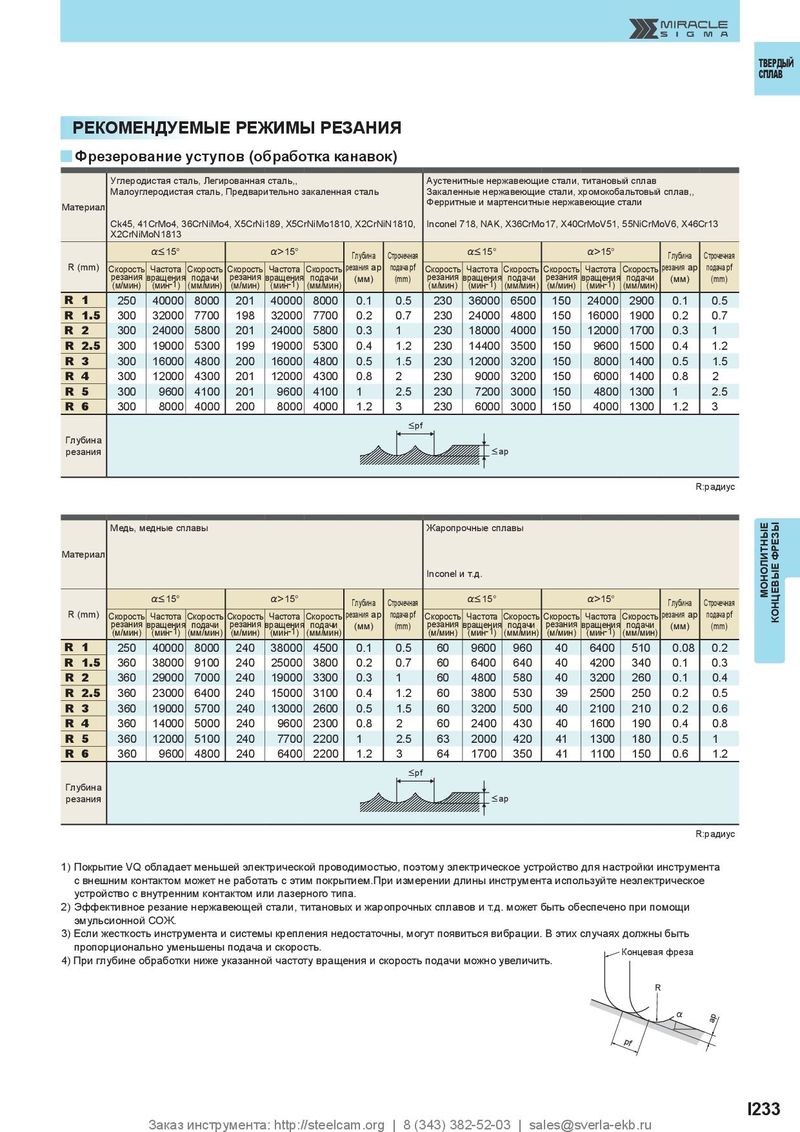
ТВЕРДЫЙ СПЛАВ РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y Фрезерование уступов (обработка канавок) Углеродистая сталь, Легированная сталь,, Аустенитные нержавеющие стали, титановый сплав Малоуглеродистая сталь, Предварительно закаленная сталь Закаленные нержавеющие стали, хромокобальтовый сплав,, Ферритные и мартенситные нержавеющие стали Материал Ck45, 41CrMo4, 36CrNiMo4, X5CrNi189, X5CrNiMo1810, X2CrNiN1810, Inconel 718, NAK, X36CrMo17, X40CrMoV51, 55NiCrMoV6, X46Cr13 X2CrNiMoN1813 %< 15° %>15° Глубина Строчечная %< 15° %>15° Глубина Строчечная R (mm) Скорость Частота Скорость Скорость Частота Скорость резания ap подача pf Скорость Частота Скорость Скорость Частота Скорость резания ap подача pf резания вращения подачи резания вращения подачи (мм) (mm) резания вращения подачи резания вращения подачи (мм) (mm) (м/мин) (мин-1) (мм/мин) (м/мин) (мин-1) (мм/мин) (м/мин) (мин-1) (мм/мин) (м/мин) (мин-1) (мм/мин) R 1 250 40000 8000 201 40000 8000 0.1 0.5 230 36000 6500 150 24000 2900 0.1 0.5 R 1.5 300 32000 7700 198 32000 7700 0.2 0.7 230 24000 4800 150 16000 1900 0.2 0.7 R 2 300 24000 5800 201 24000 5800 0.3 1 230 18000 4000 150 12000 1700 0.3 1 R 2.5 300 19000 5300 199 19000 5300 0.4 1.2 230 14400 3500 150 9600 1500 0.4 1.2 R 3 300 16000 4800 200 16000 4800 0.5 1.5 230 12000 3200 150 8000 1400 0.5 1.5 R 4 300 12000 4300 201 12000 4300 0.8 2 230 9000 3200 150 6000 1400 0.8 2 R 5 300 9600 4100 201 9600 4100 1 2.5 230 7200 3000 150 4800 1300 1 2.5 R 6 300 8000 4000 200 8000 4000 1.2 3 230 6000 3000 150 4000 1300 1.2 3 < pf Глубина резания < ap R:радиус Медь, медные сплавы Жаропрочные сплавы МОНОЛИТНЫЕ КОНЦЕВЫЕ ФРЕЗЫ Материал Inconel и т.д. %< 15° %>15° Глубина Строчечная %< 15° %>15° Глубина Строчечная R (mm) Скорость Частота Скорость Скорость Частота Скорость резания ap подача pf Скорость Частота Скорость Скорость Частота Скорость резания ap подача pf резания вращения подачи резания вращения подачи (мм) (mm) резания вращения подачи резания вращения подачи (мм) (mm) (м/мин) (мин-1) (мм/мин) (м/мин) (мин-1) (мм/мин) (м/мин) (мин-1) (мм/мин) (м/мин) (мин-1) (мм/мин) R 1 250 40000 8000 240 38000 4500 0.1 0.5 60 9600 960 40 6400 510 0.08 0.2 R 1.5 360 38000 9100 240 25000 3800 0.2 0.7 60 6400 640 40 4200 340 0.1 0.3 R 2 360 29000 7000 240 19000 3300 0.3 1 60 4800 580 40 3200 260 0.1 0.4 R 2.5 360 23000 6400 240 15000 3100 0.4 1.2 60 3800 530 39 2500 250 0.2 0.5 R 3 360 19000 5700 240 13000 2600 0.5 1.5 60 3200 500 40 2100 210 0.2 0.6 R 4 360 14000 5000 240 9600 2300 0.8 2 60 2400 430 40 1600 190 0.4 0.8 R 5 360 12000 5100 240 7700 2200 1 2.5 63 2000 420 41 1300 180 0.5 1 R 6 360 9600 4800 240 6400 2200 1.2 3 64 1700 350 41 1100 150 0.6 1.2 < pf Глубина резания < ap R:радиус 1) Покрытие VQ обладает меньшей электрической проводимостью, поэтому электрическое устройство для настройки инструмента с внешним контактом может не работать с этим покрытием.При измерении длины инструмента используйте неэлектрическое устройство с внутренним контактом или лазерного типа. 2) Эффективное резание нержавеющей стали, титановых и жаропрочных сплавов и т.д. может быть обеспечено при помощи эмульсионной СОЖ. 3) Если жесткость инструмента и системы крепления недостаточны, могут появиться вибрации. В этих случаях должны быть пропорционально уменьшены подача и скорость. Концевая фреза 4) При глубине обработки ниже указанной частоту вращения и скорость подачи можно увеличить. R % ap pf I233 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru