Каталог Mitsubishi Materials концевые монолитные фрезы - страница 216
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 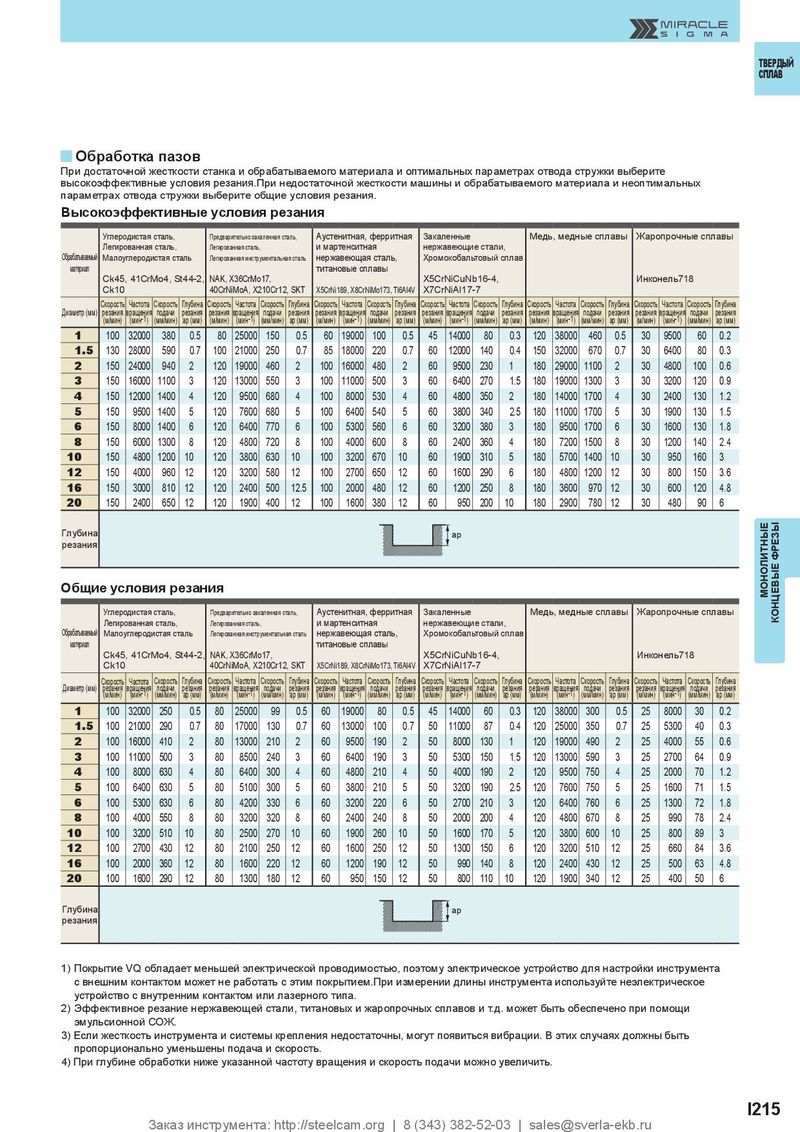
ТВЕРДЫЙ СПЛАВ y Обработка пазов При достаточной жесткости станка и обрабатываемого материала и оптимальных параметрах отвода стружки выберите высокоэффективные условия резания.При недостаточной жесткости машины и обрабатываемого материала и неоптимальных параметрах отвода стружки выберите общие условия резания. Высокоэффективные условия резания Углеродистая сталь, Предварительно закаленная сталь, Аустенитная, ферритная Закаленные Медь, медные сплавы Жаропрочные сплавы Легированная сталь, Легированная сталь, и мартенситная нержавеющие стали, Обрабатываемый Малоуглеродистая сталь Легированная инструментальная сталь нержавеющая сталь, Хромокобальтовый сплав материал титановые сплавы Ck45, 41CrMo4, St44-2, NAK, X36CrMo17, X5CrNiCuNb16-4, Инконель718 Ck10 40CrNiMoA, X210Cr12, SKT X5CrNi189, X8CrNiMo173, Ti6Al4V X7CrNiAl17-7 Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Диаметр (мм) резания вращения подачи резания резания вращения подачи резания резания вращения подачи резания резания вращения подачи резания резания вращения подачи резания резания вращения подачи резания (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) 1 100 32000 380 0.5 80 25000 150 0.5 60 19000 100 0.5 45 14000 80 0.3 120 38000 460 0.5 30 9500 60 0.2 1.5 130 28000 590 0.7 100 21000 250 0.7 85 18000 220 0.7 60 12000 140 0.4 150 32000 670 0.7 30 6400 80 0.3 2 150 24000 940 2 120 19000 460 2 100 16000 480 2 60 9500 230 1 180 29000 1100 2 30 4800 100 0.6 3 150 16000 1100 3 120 13000 550 3 100 11000 500 3 60 6400 270 1.5 180 19000 1300 3 30 3200 120 0.9 4 150 12000 1400 4 120 9500 680 4 100 8000 530 4 60 4800 350 2 180 14000 1700 4 30 2400 130 1.2 5 150 9500 1400 5 120 7600 680 5 100 6400 540 5 60 3800 340 2.5 180 11000 1700 5 30 1900 130 1.5 6 150 8000 1400 6 120 6400 770 6 100 5300 560 6 60 3200 380 3 180 9500 1700 6 30 1600 130 1.8 8 150 6000 1300 8 120 4800 720 8 100 4000 600 8 60 2400 360 4 180 7200 1500 8 30 1200 140 2.4 10 150 4800 1200 10 120 3800 630 10 100 3200 670 10 60 1900 310 5 180 5700 1400 10 30 950 160 3 12 150 4000 960 12 120 3200 580 12 100 2700 650 12 60 1600 290 6 180 4800 1200 12 30 800 150 3.6 16 150 3000 810 12 120 2400 500 12.5 100 2000 480 12 60 1200 250 8 180 3600 970 12 30 600 120 4.8 20 150 2400 650 12 120 1900 400 12 100 1600 380 12 60 950 200 10 180 2900 780 12 30 480 90 6 МОНОЛИТНЫЕ КОНЦЕВЫЕ ФРЕЗЫ Глубина ap резания Общие условия резания Углеродистая сталь, Предварительно закаленная сталь, Аустенитная, ферритная Закаленные Медь, медные сплавы Жаропрочные сплавы Легированная сталь, Легированная сталь, и мартенситная нержавеющие стали, Обрабатываемый Малоуглеродистая сталь Легированная инструментальная сталь нержавеющая сталь, Хромокобальтовый сплав материал титановые сплавы Ck45, 41CrMo4, St44-2, NAK, X36CrMo17, X5CrNiCuNb16-4, Инконель718 Ck10 40CrNiMoA, X210Cr12, SKT X5CrNi189, X8CrNiMo173, Ti6Al4V X7CrNiAl17-7 Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Скорость Частота Скорость Глубина Диаметр (мм) резания вращения подачи резания резания вращения подачи резания резания вращения подачи резания резания вращения подачи резания резания вращения подачи резания резания вращения подачи резания (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) (м/мин) (мин-1) (мм/мин) ap (мм) 1 100 32000 250 0.5 80 25000 99 0.5 60 19000 80 0.5 45 14000 60 0.3 120 38000 300 0.5 25 8000 30 0.2 1.5 100 21000 290 0.7 80 17000 130 0.7 60 13000 100 0.7 50 11000 87 0.4 120 25000 350 0.7 25 5300 40 0.3 2 100 16000 410 2 80 13000 210 2 60 9500 190 2 50 8000 130 1 120 19000 490 2 25 4000 55 0.6 3 100 11000 500 3 80 8500 240 3 60 6400 190 3 50 5300 150 1.5 120 13000 590 3 25 2700 64 0.9 4 100 8000 630 4 80 6400 300 4 60 4800 210 4 50 4000 190 2 120 9500 750 4 25 2000 70 1.2 5 100 6400 630 5 80 5100 300 5 60 3800 210 5 50 3200 190 2.5 120 7600 750 5 25 1600 71 1.5 6 100 5300 630 6 80 4200 330 6 60 3200 220 6 50 2700 210 3 120 6400 760 6 25 1300 72 1.8 8 100 4000 550 8 80 3200 320 8 60 2400 240 8 50 2000 200 4 120 4800 670 8 25 990 78 2.4 10 100 3200 510 10 80 2500 270 10 60 1900 260 10 50 1600 170 5 120 3800 600 10 25 800 89 3 12 100 2700 430 12 80 2100 250 12 60 1600 250 12 50 1300 150 6 120 3200 510 12 25 660 84 3.6 16 100 2000 360 12 80 1600 220 12 60 1200 190 12 50 990 140 8 120 2400 430 12 25 500 63 4.8 20 100 1600 290 12 80 1300 180 12 60 950 150 12 50 800 110 10 120 1900 340 12 25 400 50 6 Глубина ap резания 1) Покрытие VQ обладает меньшей электрической проводимостью, поэтому электрическое устройство для настройки инструмента с внешним контактом может не работать с этим покрытием.При измерении длины инструмента используйте неэлектрическое устройство с внутренним контактом или лазерного типа. 2) Эффективное резание нержавеющей стали, титановых и жаропрочных сплавов и т.д. может быть обеспечено при помощи эмульсионной СОЖ. 3) Если жесткость инструмента и системы крепления недостаточны, могут появиться вибрации. В этих случаях должны быть пропорционально уменьшены подача и скорость. 4) При глубине обработки ниже указанной частоту вращения и скорость подачи можно увеличить. I215 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru