Каталог Mitsubishi Materials концевые монолитные фрезы - страница 172
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 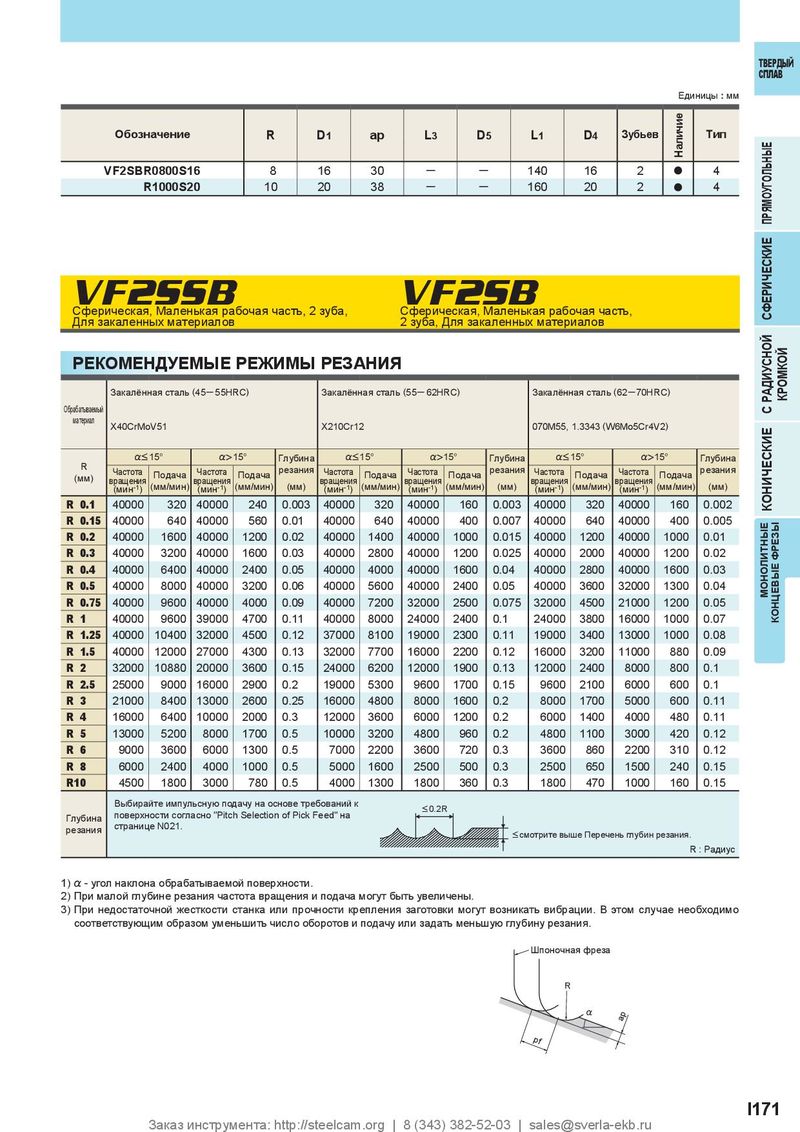
ТВЕРДЫЙ СПЛАВ Единицы : мм Обозначение R D1 ap L3 D5 L1 D4 Зубьев Тип Наличие VF2SBR0800S16 8 16 30 ─ ─ 140 16 2 a 4 R1000S20 10 20 38 ─ ─ 160 20 2 a 4 ПРЯМОУГОЛЬНЫЕ VF2SSB VF2SB Сферическая, Маленькая рабочая часть, 2 зуба, Сферическая, Маленькая рабочая часть, СФЕРИЧЕСКИЕ Для закаленных материалов 2 зуба, Для закаленных материалов РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Закалённая сталь ( 45 ─ 55HRC ) Закалённая сталь ( 55 ─ 62HRC ) Закалённая сталь ( 62 ─ 70HRC ) КРОМКОЙ Обрабатываемый С РАДИУСНОЙ материал X40CrMoV51 X210Cr12 070M55, 1.3343 ( W6Mo5Cr4V2 ) %< 15° % > 15° Глубина %< 15° % > 15° Глубина %< 15° % > 15° Глубина R Частота резания резания резания (мм) Подача Частота Подача Частота Подача Частота Подача Частота Подача Частота Подача вращения вращения вращения вращения вращения вращения (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мм) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мм) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мм) R 0.1 40000 320 40000 240 0.003 40000 320 40000 160 0.003 40000 320 40000 160 0.002 КОНИЧЕСКИЕ R 0.15 40000 640 40000 560 0.01 40000 640 40000 400 0.007 40000 640 40000 400 0.005 R 0.2 40000 1600 40000 1200 0.02 40000 1400 40000 1000 0.015 40000 1200 40000 1000 0.01 R 0.3 40000 3200 40000 1600 0.03 40000 2800 40000 1200 0.025 40000 2000 40000 1200 0.02 R 0.4 40000 6400 40000 2400 0.05 40000 4000 40000 1600 0.04 40000 2800 40000 1600 0.03 R 0.5 40000 8000 40000 3200 0.06 40000 5600 40000 2400 0.05 40000 3600 32000 1300 0.04 МОНОЛИТНЫЕ R 0.75 40000 9600 40000 4000 0.09 40000 7200 32000 2500 0.075 32000 4500 21000 1200 0.05 R 1 40000 9600 39000 4700 0.11 40000 8000 24000 2400 0.1 24000 3800 16000 1000 0.07 КОНЦЕВЫЕ ФРЕЗЫ R 1.25 40000 10400 32000 4500 0.12 37000 8100 19000 2300 0.11 19000 3400 13000 1000 0.08 R 1.5 40000 12000 27000 4300 0.13 32000 7700 16000 2200 0.12 16000 3200 11000 880 0.09 R 2 32000 10880 20000 3600 0.15 24000 6200 12000 1900 0.13 12000 2400 8000 800 0.1 R 2.5 25000 9000 16000 2900 0.2 19000 5300 9600 1700 0.15 9600 2100 6000 600 0.1 R 3 21000 8400 13000 2600 0.25 16000 4800 8000 1600 0.2 8000 1700 5000 600 0.11 R 4 16000 6400 10000 2000 0.3 12000 3600 6000 1200 0.2 6000 1400 4000 480 0.11 R 5 13000 5200 8000 1700 0.5 10000 3200 4800 960 0.2 4800 1100 3000 420 0.12 R 6 9000 3600 6000 1300 0.5 7000 2200 3600 720 0.3 3600 860 2200 310 0.12 R 8 6000 2400 4000 1000 0.5 5000 1600 2500 500 0.3 2500 650 1500 240 0.15 R10 4500 1800 3000 780 0.5 4000 1300 1800 360 0.3 1800 470 1000 160 0.15 Выбирайте импульсную подачу на основе требований к < 0.2R Глубина поверхности согласно "Pitch Selection of Pick Feed" на резания странице N021. < смотрите выше Перечень глубин резания. R : Радиус 1) % - угол наклона обрабатываемой поверхности. 2) При малой глубине резания частота вращения и подача могут быть увеличены. 3) При недостаточной жесткости станка или прочности крепления заготовки могут возникать вибрации. В этом случае необходимо соответствующим образом уменьшить число оборотов и подачу или задать меньшую глубину резания. Шпоночная фреза R % ap pf I171 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru