Каталог Mitsubishi Materials концевые монолитные фрезы - страница 157
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 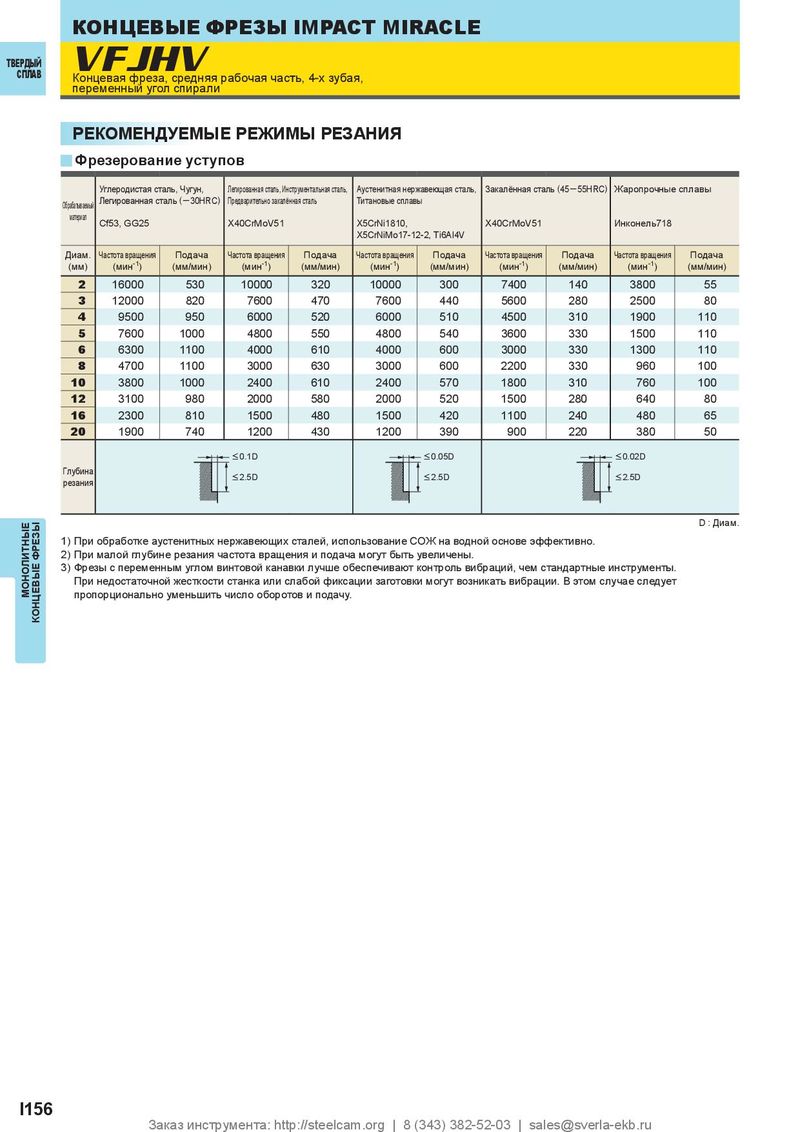
КОНЦЕВЫЕ ФРЕЗЫ IMPACT MIRACLE ТВЕРДЫЙ СПЛАВ VFJHV Концевая фреза, средняя рабочая часть, 4-х зубая, переменный угол спирали РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y Фрезерование уступов Углеродистая сталь, Чугун, Легированная сталь, Инструментальная сталь, Аустенитная нержавеющая сталь, Закалённая сталь ( 45 ─ 55HRC ) Жаропрочные сплавы Легированная сталь (─ 30HRC ) Предварительно закалённая сталь Титановые сплавы Обрабатываемый материал Cf53, GG25 X40CrMoV51 X5CrNi1810, X40CrMoV51 Инконель718 X5CrNiMo17-12-2, Ti6Al4V Диам. Частота вращения Подача Частота вращения Подача Частота вращения Подача Частота вращения Подача Частота вращения Подача (мм) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) (мин -1 ) (мм/мин) 2 16000 530 10000 320 10000 300 7400 140 3800 55 3 12000 820 7600 470 7600 440 5600 280 2500 80 4 9500 950 6000 520 6000 510 4500 310 1900 110 5 7600 1000 4800 550 4800 540 3600 330 1500 110 6 6300 1100 4000 610 4000 600 3000 330 1300 110 8 4700 1100 3000 630 3000 600 2200 330 960 100 10 3800 1000 2400 610 2400 570 1800 310 760 100 12 3100 980 2000 580 2000 520 1500 280 640 80 16 2300 810 1500 480 1500 420 1100 240 480 65 20 1900 740 1200 430 1200 390 900 220 380 50 < 0.1D < 0.05D < 0.02D Глубина < 2.5D < 2.5D < 2.5D резания D : Диам. 1) При обработке аустенитных нержавеющих сталей, использование СОЖ на водной основе эффективно. 2) При малой глубине резания частота вращения и подача могут быть увеличены. 3) Фрезы с переменным углом винтовой канавки лучше обеспечивают контроль вибраций, чем стандартные инструменты. При недостаточной жесткости станка или слабой фиксации заготовки могут возникать вибрации. В этом случае следует МОНОЛИТНЫЕ пропорционально уменьшить число оборотов и подачу. КОНЦЕВЫЕ ФРЕЗЫ I156 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru