Каталог Mitsubishi Materials концевые монолитные фрезы - страница 152
Навигация
 Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials пластины для фрезерования
Каталог Mitsubishi Materials пластины для фрезерования Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент 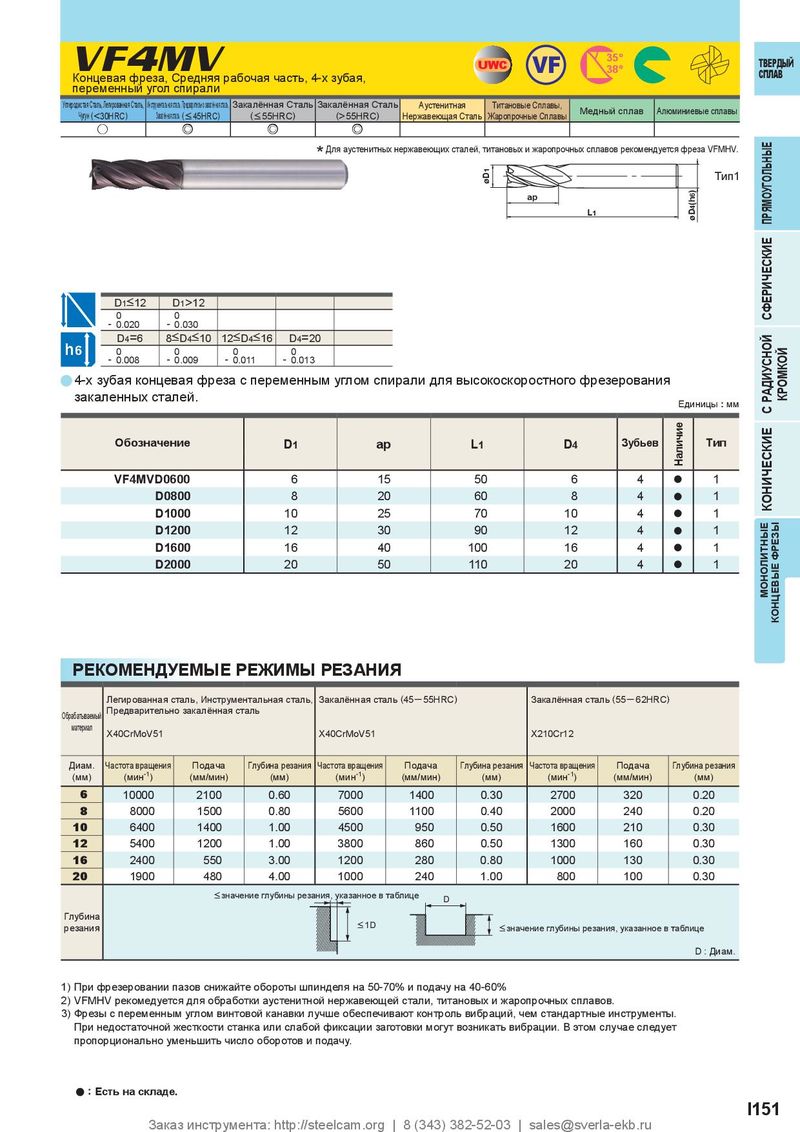
35° UWC ТВЕРДЫЙ VF4MV VF 38° Концевая фреза, Средняя рабочая часть, 4-х зубая, СПЛАВ переменный угол спирали Углеродистая Сталь, Легированная Сталь, Инструментальная сталь, Предварительно закалённая сталь, Закалённая Сталь Закалённая Сталь Аустенитная Титановые Сплавы, Медный сплав Алюминиевые сплавы Чугун ( < 30HRC ) Закалённая сталь ( < 45HRC ) ( < 55HRC ) ( > 55HRC ) Нержавеющая Сталь Жаропрочные Сплавы u e e e Для аустенитных нержавеющих сталей, титановых и жаропрочных сплавов рекомендуется фреза VFMHV. * øD1 Тип1 ap L1 øD4(h6) ПРЯМОУГОЛЬНЫЕ D1 < 12 D1 > 12 0 0 СФЕРИЧЕСКИЕ - 0.020 - 0.030 D4 = 6 8 < D4 < 10 12 < D4 < 16 D4 = 20 h6 0 0 0 0 - 0.008 - 0.009 - 0.011 - 0.013 a 4-х зубая концевая фреза с переменным углом спирали для высокоскоростного фрезерования закаленных сталей. КРОМКОЙ Единицы : мм С РАДИУСНОЙ Обозначение D1 ap L1 D4 Зубьев Тип Наличие VF4MVD0600 6 15 50 6 4 a 1 D0800 8 20 60 8 4 a 1 КОНИЧЕСКИЕ D1000 10 25 70 10 4 a 1 D1200 12 30 90 12 4 a 1 D1600 16 40 100 16 4 a 1 D2000 20 50 110 20 4 a 1 МОНОЛИТНЫЕ КОНЦЕВЫЕ ФРЕЗЫ РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Легированная сталь, Инструментальная сталь, Закалённая сталь ( 45 ─ 55HRC ) Закалённая сталь ( 55 ─ 62HRC ) Предварительно закалённая сталь Обрабатываемый материал X40CrMoV51 X40CrMoV51 X210Cr12 Диам. Частота вращения Подача Глубина резания Частота вращения Подача Глубина резания Частота вращения Подача Глубина резания (мм) (мин -1 ) (мм/мин) (мм) (мин -1 ) (мм/мин) (мм) (мин -1 ) (мм/мин) (мм) 6 10000 2100 0.60 7000 1400 0.30 2700 320 0.20 8 8000 1500 0.80 5600 1100 0.40 2000 240 0.20 10 6400 1400 1.00 4500 950 0.50 1600 210 0.30 12 5400 1200 1.00 3800 860 0.50 1300 160 0.30 16 2400 550 3.00 1200 280 0.80 1000 130 0.30 20 1900 480 4.00 1000 240 1.00 800 100 0.30 < значение глубины резания, указанное в таблице D Глубина резания < 1D < значение глубины резания, указанное в таблице D : Диам. 1) При фрезеровании пазов снижайте обороты шпинделя на 50-70% и подачу на 40-60% 2) VFMHV рекомедуется для обработки аустенитной нержавеющей стали, титановых и жаропрочных сплавов. 3) Фрезы с переменным углом винтовой канавки лучше обеспечивают контроль вибраций, чем стандартные инструменты. При недостаточной жесткости станка или слабой фиксации заготовки могут возникать вибрации. В этом случае следует пропорционально уменьшить число оборотов и подачу. a : Есть на складе. I151 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru