Общий каталог Lamina Technologies 2019 - 2020 - страница 176
Навигация
 Общий каталог Lamina Technologies 2017 - 2018
Общий каталог Lamina Technologies 2017 - 2018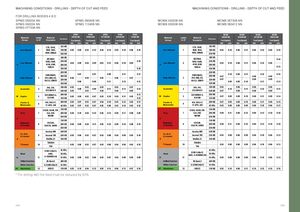
MACHINING CONDITIONS - DRILLING - DEPTH OF CUT AND FEED MACHINING CONDITIONS - DRILLING - DEPTH OF CUT AND FEED FOR DRILLING BODIES 4 X D SPMG 050204 NN SPMG 090408 NN WCMX 040208 NN WCMX 06T308 NN SPMG 060204 NN SPMG 110408 NN WCMX 050308 NN WCMX 080412 NN SPMG 07T308 NN SPMG SPMG SPMG SPMG SPMG WCMX WCMX WCMX WCMX Material Lamina Material 050204 NN 060204 NN 07T308 NN 090408 NN 110408 NN Material Lamina Material 040208 NN 050308 NN 06T308 NN 080412 NN Hardness Hardness Group Gr. N° Examples Feed [mm/z] Feed [mm/z] Feed [mm/z] Feed [mm/z] Feed [mm/z] Group Gr. N° Examples Feed [mm/z] Feed [mm/z] Feed [mm/z] Feed [mm/z] min max min max min max min max min max min max min max min max min max C35, Ck45, 125 HB C35, Ck45, 125 HB Non Alloyed 1 1020, 1045, 190 HB 0.03 0.09 0.03 0.12 0.04 0.14 0.04 0.18 0.06 0.19 Non Alloyed 1 1020, 1045, 190 HB 0.05 0.10 0.06 0.11 0.06 0.12 0.06 0.16 1060, 28Mn6 250 HB 1060, 28Mn6 250 HB 180 HB 180 HB 42CrMo4, 42CrMo4, 0.16 St50, Ck60, 230 HB 0.19 St50, Ck60, 230 HB Low Alloyed 2 0.04 0.09 0.04 0.09 0.05 0.15 0.06 0.18 0.09 Low Alloyed 2 0.05 0.10 0.06 0.11 0.06 0.12 0.06 P 4140, 4340, 280 HB P 4140, 4340, 280 HB 100Cr6 100Cr6 0.15 350 HB 0.18 350 HB 220 HB 220 HB X40CrMoV5, 0.07 0.07 0.09 0.11 0.13 X40CrMoV5, 0.10 0.09 0.11 0.12 0.16 280 HB 280 HB 0.07 0.08 0.09 High Alloyed 3 H13, M42, D3, 0.04 0.04 0.05 0.06 0.07 High Alloyed 3 H13, M42, D3, 320 HB 320 HB 0.07 0.08 0.09 S6-5-2, 12Ni19 0.06 0.08 0.11 0.12 0.15 S6-5-2, 12Ni19 0.09 0.09 0.10 0.11 0.14 350 HB 350 HB 304, 316, 180 HB 0.03 0.03 0.03 0.05 0.07 304, 316, 180 HB 0.05 0.06 0.06 0.06 Austenitic 4 0.08 0.09 0.11 0.13 0.14 Austenitic 4 0.10 0.11 0.12 0.15 X5CrNi18-9 240 HB 0.03 0.03 0.04 0.06 0.08 X5CrNi18-9 240 HB 0.07 0.09 0.08 0.09 X2CrNiN23-4, 290 HB 0.13 X2CrNiN23-4, 290 HB M Duplex 5 0.03 0.09 0.03 0.07 0.03 0.10 0.04 0.11 0.05 M Duplex 5 0.07 0.09 0.09 0.10 0.08 0.11 0.09 0.14 S31500 310 HB 0.12 S31500 310 HB Ferritic & 410, X6Cr17, 200 HB 0.03 0.07 0.03 0.07 0.04 0.10 0.05 0.12 0.05 0.13 Ferritic & 410, X6Cr17, 200 HB 0.07 0.09 0.09 0.10 0.08 0.11 0.09 0.14 6 6 Martensitic 17-4PH, 430 42 HRc 0.03 0.07 0.03 0.07 0.05 0.09 0.05 0.10 0.05 0.12 Martensitic 17-4PH, 430 42 HRc 0.05 0.08 0.06 0.09 0.06 0.10 0.06 0.13 GG20, GG40, EN- 150 HB GG20, GG40, EN- 150 HB Grey 7 GJL-250, 200 HB 0.04 0.10 0.04 0.12 0.05 0.13 0.06 0.17 0.08 0.20 Grey 7 GJL-250, 200 HB 0.09 0.11 0.09 0.12 0.09 0.13 0.10 0.18 N030B 250 HB N030B 250 HB K K 150 HB 150 HB Malleable GGG40, Malleable GGG40, 8 200 HB 0.04 0.09 0.04 0.11 0.05 0.12 0.08 0.16 0.08 0.19 8 200 HB 0.09 0.11 0.09 0.12 0.09 0.13 0.10 0.18 & Nodular GGG70, 50005 & Nodular GGG70, 50005 250 HB 250 HB Incoloy 800 240 HB Incoloy 800 240 HB Fe, Ni & Fe, Ni & Co based 9 Inconel 700 250 HB 0.03 0.06 0.03 0.07 0.03 0.08 0.04 0.09 0.05 0.10 Co based 9 Inconel 700 250 HB 0.05 0.08 0.06 0.09 0.06 0.10 0.06 0.13 S Stellite 21 350 HB S Stellite 21 350 HB TiAl6V4 - TiAl6V4 - Ti based 10 0.03 0.06 0.03 0.07 0.03 0.08 0.04 0.09 0.05 0.10 Ti based 10 0.05 0.08 0.06 0.09 0.06 0.10 0.06 0.13 T40 - T40 - X100 CrMo13, 45 HRc 45 HRc X100 CrMo13, Steel 440C, 50 HRc Steel 50 HRc 440C, G-X260NiCr42 H 11 G-X260NiCr42 55 HRc 0.03 0.06 0.03 0.06 0.03 0.07 0.04 0.08 0.05 0.09 H 11 55 HRc 0.05 0.08 0.06 0.09 0.06 0.10 0.06 0.13 Chilled Cast Iron Ni-Hard 2 400 HB Chilled Cast Iron Ni-Hard 2 400 HB White Cast Iron G-X300CrMo15 55 HRc White Cast Iron G-X300CrMo15 55 HRc NF Aluminium 12 AlSi12 130 HB 0.03 0.10 0.04 0.12 0.05 0.14 0.06 0.15 0.07 0.16 NF Aluminium 12 AlSi12 130 HB 0.05 0.10 0.06 0.11 0.10 0.12 0.10 0.16 * For drilling 4xD the feed must be reduced by 50% 348 349