Общий каталог Lamina Technologies 2019 - 2020 - страница 174
Навигация
 Общий каталог Lamina Technologies 2017 - 2018
Общий каталог Lamina Technologies 2017 - 2018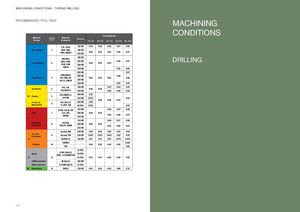
MACHINING CONDITIONS - THREAD MILLING USER GUIDE MACHINING RECOMMENDED TOOL FEED Material Lamina Material Feed (mm/tooth) CONDITIONS Hardness Group Gr. N° Examples 1.5 - 3.0 3.0 - 5.0 5.0 - 7.0 7.0 - 9.0 9.0 - 11.0 C35, Ck45, 125 HB 0.03 0.04 0.06 0.07 0.09 Non Alloyed 1 1020, 1045, 190 HB 1060, 28Mn6 0.02 0.03 0.05 0.06 0.07 250 HB DRILLING 180 HB 42CrMo4, St50, Ck60, 230 HB 0.06 0.07 Low Alloyed 2 0.02 0.03 0.05 P 4140, 4340, 280 HB 100Cr6 350 HB 0.05 0.05 220 HB 0.07 X40CrMoV5, 280 HB 0.06 High Alloyed 3 H13, M42, D3, 0.02 0.03 0.05 0.06 S6-5-2, 12Ni19 320 HB 350 HB 0.05 0.05 304, 316, 180 HB 0.03 0.04 0.05 Austenitic 4 0.02 0.02 X5CrNi18-9 240 HB 0.02 0.06 0.04 X2CrNiN23-4, 290 HB 0.02 M Duplex 5 S31500 310 HB 0.015 0.04 0.02 0.02 0.03 Ferritic & 410, X6Cr17, 200 HB 0.02 6 Martensitic 17-4PH, 430 42 HRc 0.015 0.03 GG20, GG40, EN- 150 HB 0.06 0.07 0.08 Grey 7 GJL-250, 200 HB 0.02 0.03 N030B 0.05 0.06 0.07 250 HB K 150 HB 0.06 0.07 0.08 Malleable GGG40, 8 200 HB 0.02 0.03 & Nodular GGG70, 50005 0.05 0.06 0.07 250 HB Incoloy 800 240 HB 0.02 0.02 0.02 0.03 0.04 Fe, Ni & Co based 9 Inconel 700 250 HB 0.015 0.015 0.015 0.02 0.02 S Stellite 21 350 HB 0.01 0.01 0.01 0.015 0.015 TiAl6V4 - 0.025 Ti based 10 0.02 0.02 0.02 0.02 T40 - 0.02 45 HRc X100 CrMo13, Steel 50 HRc 440C, G-X260NiCr42 H 11 55 HRc 0.01 0.01 0.02 0.02 0.02 Chilled Cast Iron Ni-Hard 2 400 HB White Cast Iron G-X300CrMo15 55 HRc NF Aluminium 12 AlSi12 130 HB 0.03 0.03 0.04 0.08 0.12 344 345