Основной каталог Kyocera 2016-2017 - страница 831
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 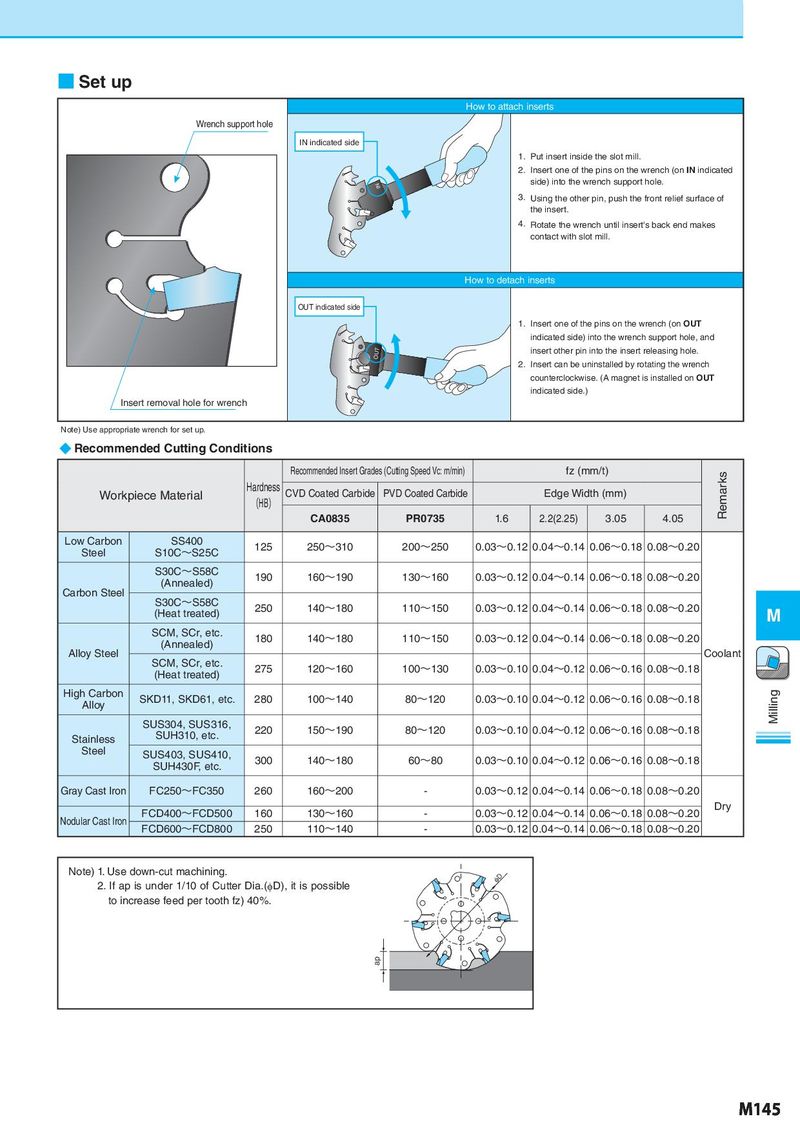
■ Set up How to attach inserts Wrench support hole IN indicated side 1. Put insert inside the slot mill. 2. Insert one of the pins on the wrench (on IN indicated IN side) into the wrench support hole. 3. Using the other pin, push the front relief surface of the insert. 4. Rotate the wrench until insert's back end makes contact with slot mill. How to detach inserts OUT indicated side 1. Insert one of the pins on the wrench (on OUT indicated side) into the wrench support hole, and OUT insert other pin into the insert releasing hole. 2. Insert can be uninstalled by rotating the wrench counterclockwise. (A magnet is installed on OUT indicated side.) Insert removal hole for wrench Note) Use appropriate wrench for set up. ◆ Recommended Cutting Conditions Recommended Insert Grades (Cutting Speed Vc: m/min) fz (mm/t) Remarks Workpiece Material Hardness CVD Coated Carbide PVD Coated Carbide Edge Width (mm) (HB) CA0835 PR0735 1.6 2.2(2.25) 3.05 4.05 Low Carbon SS400 125 250~310 200~250 0.03~0.12 0.04~0.14 0.06~0.18 0.08~0.20 Steel S10C~S25C S30C~S58C 190 160~190 130~160 0.03~0.12 0.04~0.14 0.06~0.18 0.08~0.20 Carbon Steel (Annealed) S30C~S58C 250 140~180 110~150 0.03~0.12 0.04~0.14 0.06~0.18 0.08~0.20 (Heat treated) M SCM, SCr, etc. 180 140~180 110~150 0.03~0.12 0.04~0.14 0.06~0.18 0.08~0.20 Alloy Steel (Annealed) Coolant SCM, SCr, etc. 275 120~160 100~130 0.03~0.10 0.04~0.12 0.06~0.16 0.08~0.18 (Heat treated) High Carbon SKD11, SKD61, etc. 280 100~140 80~120 0.03~0.10 0.04~0.12 0.06~0.16 0.08~0.18 Milling Alloy SUS304, SUS316, 220 150~190 80~120 0.03~0.10 0.04~0.12 0.06~0.16 0.08~0.18 Stainless SUH310, etc. Steel SUS403, SUS410, 300 140~180 60~80 0.03~0.10 0.04~0.12 0.06~0.16 0.08~0.18 SUH430F, etc. Gray Cast Iron FC250~FC350 260 160~200 - 0.03~0.12 0.04~0.14 0.06~0.18 0.08~0.20 FCD400~FCD500 160 130~160 - 0.03~0.12 0.04~0.14 0.06~0.18 0.08~0.20 Dry Nodular Cast Iron FCD600~FCD800 250 110~140 - 0.03~0.12 0.04~0.14 0.06~0.18 0.08~0.20 Note) 1. Use down-cut machining. ID 2. If ap is under 1/10 of Cutter Dia.(φD), it is possible to increase feed per tooth fz) 40%. ap M145