Основной каталог Kyocera 2016-2017 - страница 673
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 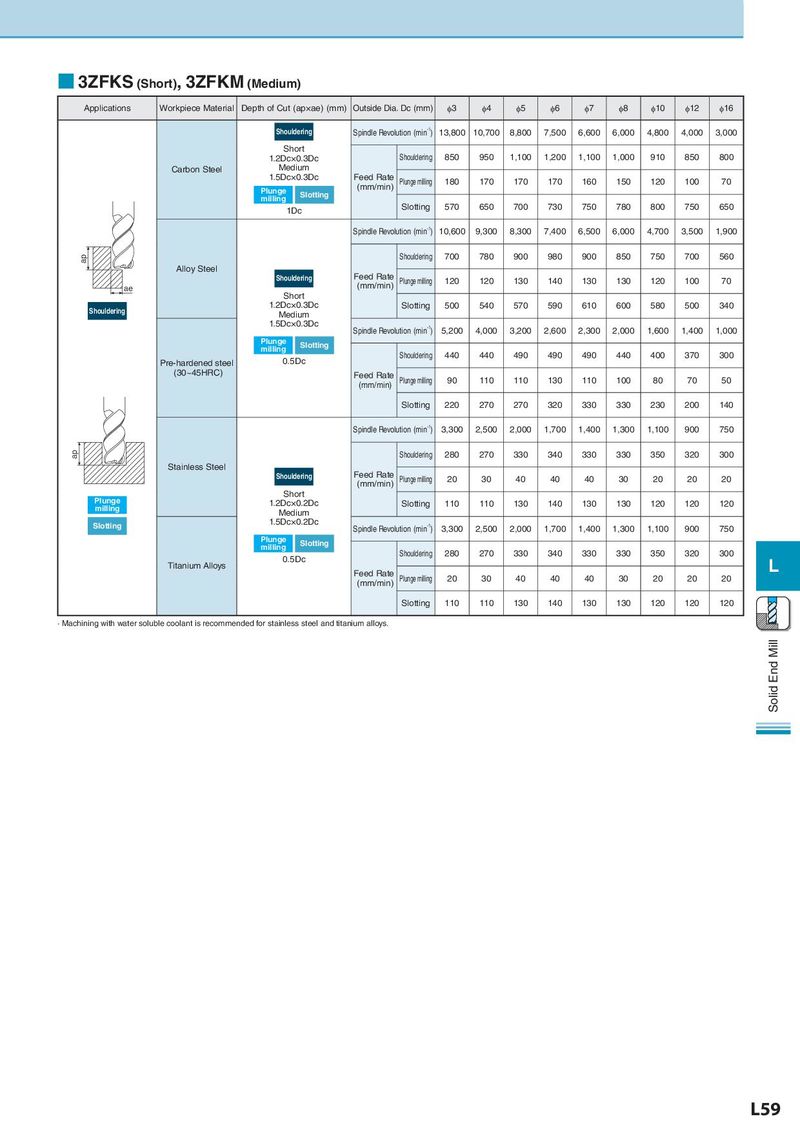
■ 3ZFKS (Short), 3ZFKM (Medium) Applications Workpiece Material Depth of Cut (ap×ae) (mm) Outside Dia. Dc (mm) φ3 φ4 φ5 φ6 φ7 φ8 φ10 φ12 φ16 Shouldering Spindle Revolution (min-1) 13,800 10,700 8,800 7,500 6,600 6,000 4,800 4,000 3,000 Short 1.2Dc×0.3Dc Shouldering 850 950 1,100 1,200 1,100 1,000 910 850 800 Carbon Steel Medium 1.5Dc×0.3Dc Feed Rate Plunge milling 180 170 170 170 160 150 120 100 70 Plunge (mm/min) milling Slotting 1Dc Slotting 570 650 700 730 750 780 800 750 650 Spindle Revolution (min-1) 10,600 9,300 8,300 7,400 6,500 6,000 4,700 3,500 1,900 ap Shouldering 700 780 900 980 900 850 750 700 560 Alloy Steel Feed Rate Shouldering Plunge milling 120 120 130 140 130 130 120 100 70 ae (mm/min) Short Shouldering 1.2Dc×0.3Dc Slotting 500 540 570 590 610 600 580 500 340 Medium 1.5Dc×0.3Dc Spindle Revolution (min-1) 5,200 4,000 3,200 2,600 2,300 2,000 1,600 1,400 1,000 Plunge Slotting milling Shouldering 440 440 490 490 490 440 400 370 300 Pre-hardened steel 0.5Dc (30~45HRC) Feed Rate Plunge milling 90 110 110 130 110 100 80 70 50 (mm/min) Slotting 220 270 270 320 330 330 230 200 140 Spindle Revolution (min-1) 3,300 2,500 2,000 1,700 1,400 1,300 1,100 900 750 ap Shouldering 280 270 330 340 330 330 350 320 300 Stainless Steel Feed Rate Shouldering Plunge milling 20 30 40 40 40 30 20 20 20 (mm/min) Plunge Short milling 1.2Dc×0.2Dc Slotting 110 110 130 140 130 130 120 120 120 Medium Slotting 1.5Dc×0.2Dc Spindle Revolution (min-1) 3,300 2,500 2,000 1,700 1,400 1,300 1,100 900 750 Plunge Slotting milling Shouldering 280 270 330 340 330 330 350 320 300 Titanium Alloys 0.5Dc L Feed Rate Plunge milling 20 30 40 40 40 30 20 20 20 (mm/min) Slotting 110 110 130 140 130 130 120 120 120 · Machining with water soluble coolant is recommended for stainless steel and titanium alloys. Solid End Mill L59