Recommended Cutting Conditions (EZT)
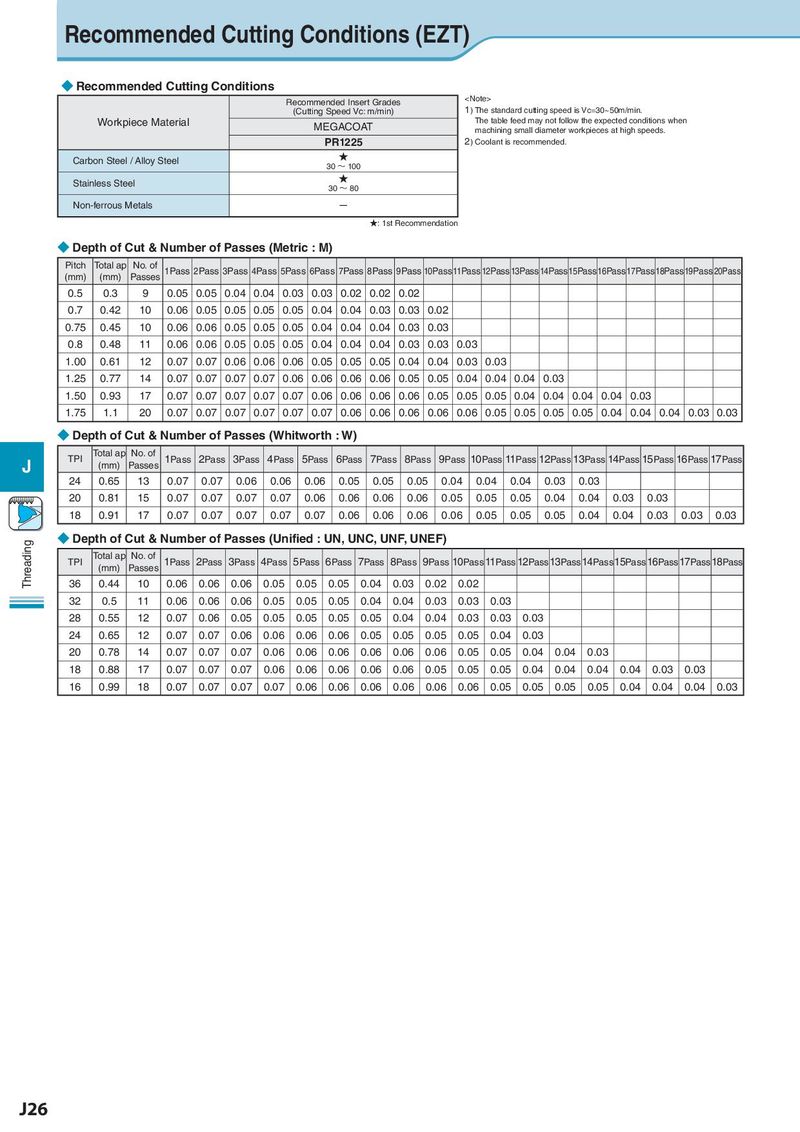
◆ Recommended Cutting Conditions
Recommended Insert Grades
(Cutting Speed Vc: m/min) 1)The standard cutting speed is Vc=30~50m/min.
Workpiece Material MEGACOAT The table feed may not follow the expected conditions when
machining small diameter workpieces at high speeds.
PR1225 2) Coolant is recommended.
Carbon Steel / Alloy Steel ★
30 ~ 100
Stainless Steel ★
30 ~ 80
Non-ferrous Metals -
★: 1st Recommendation
◆ Depth of Cut & Number of Passes (Metric : M)
Pitch Total ap No. of 1Pass 2Pass 3Pass 4Pass 5Pass 6Pass 7Pass 8Pass 9Pass 10Pass 11Pass 12Pass13Pass14Pass15Pass16Pass17Pass18Pass19Pass 20Pass
(mm) (mm) Passes
0.5 0.3 9 0.05 0.05 0.04 0.04 0.03 0.03 0.02 0.02 0.02
0.7 0.42 10 0.06 0.05 0.05 0.05 0.05 0.04 0.04 0.03 0.03 0.02
0.75 0.45 10 0.06 0.06 0.05 0.05 0.05 0.04 0.04 0.04 0.03 0.03
0.8 0.48 11 0.06 0.06 0.05 0.05 0.05 0.04 0.04 0.04 0.03 0.03 0.03
1.00 0.61 12 0.07 0.07 0.06 0.06 0.06 0.05 0.05 0.05 0.04 0.04 0.03 0.03
1.25 0.77 14 0.07 0.07 0.07 0.07 0.06 0.06 0.06 0.06 0.05 0.05 0.04 0.04 0.04 0.03
1.50 0.93 17 0.07 0.07 0.07 0.07 0.07 0.06 0.06 0.06 0.06 0.05 0.05 0.05 0.04 0.04 0.04 0.04 0.03
1.75 1.1 20 0.07 0.07 0.07 0.07 0.07 0.07 0.06 0.06 0.06 0.06 0.06 0.05 0.05 0.05 0.05 0.04 0.04 0.04 0.03 0.03
◆ Depth of Cut & Number of Passes (Whitworth : W)
TPI Total ap No. of 1Pass 2Pass 3Pass 4Pass 5Pass 6Pass 7Pass 8Pass 9Pass 10Pass 11Pass 12Pass 13Pass 14Pass 15Pass 16Pass 17Pass
J (mm) Passes
24 0.65 13 0.07 0.07 0.06 0.06 0.06 0.05 0.05 0.05 0.04 0.04 0.04 0.03 0.03
20 0.81 15 0.07 0.07 0.07 0.07 0.06 0.06 0.06 0.06 0.05 0.05 0.05 0.04 0.04 0.03 0.03
18 0.91 17 0.07 0.07 0.07 0.07 0.07 0.06 0.06 0.06 0.06 0.05 0.05 0.05 0.04 0.04 0.03 0.03 0.03
Threading ◆ Depth of Cut & Number of Passes (Unified : UN, UNC, UNF, UNEF)
TPI Total ap No. of 1Pass 2Pass 3Pass 4Pass 5Pass 6Pass 7Pass 8Pass 9Pass 10Pass 11Pass 12Pass13Pass14Pass15Pass16Pass17Pass18Pass
(mm) Passes
36 0.44 10 0.06 0.06 0.06 0.05 0.05 0.05 0.04 0.03 0.02 0.02
32 0.5 11 0.06 0.06 0.06 0.05 0.05 0.05 0.04 0.04 0.03 0.03 0.03
28 0.55 12 0.07 0.06 0.05 0.05 0.05 0.05 0.05 0.04 0.04 0.03 0.03 0.03
24 0.65 12 0.07 0.07 0.06 0.06 0.06 0.06 0.05 0.05 0.05 0.05 0.04 0.03
20 0.78 14 0.07 0.07 0.07 0.06 0.06 0.06 0.06 0.06 0.06 0.05 0.05 0.04 0.04 0.03
18 0.88 17 0.07 0.07 0.07 0.06 0.06 0.06 0.06 0.06 0.05 0.05 0.05 0.04 0.04 0.04 0.04 0.03 0.03
16 0.99 18 0.07 0.07 0.07 0.07 0.06 0.06 0.06 0.06 0.06 0.06 0.05 0.05 0.05 0.05 0.04 0.04 0.04 0.03
J26
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA