Основной каталог Kyocera 2016-2017 - страница 368
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 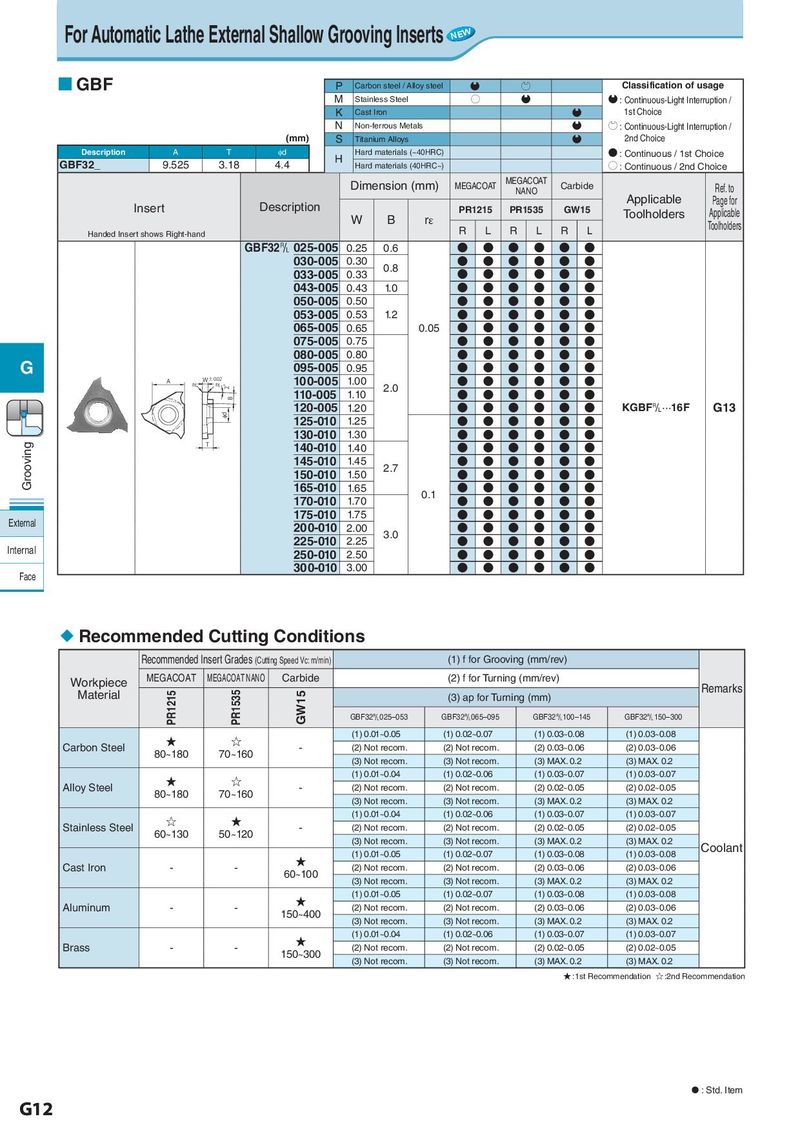
For Automatic Lathe External Shallow Grooving Inserts 1(: GBF P Carbon steel / Alloy steel Q P Classification of usage M Stainless Steel O Q Q : Continuous-Light Interruption / K Cast Iron Q 1st Choice N Non-ferrous Metals Q P : Continuous-Light Interruption / (mm) S Titanium Alloys Q 2nd Choice Description A T φd H Hard materials (~40HRC) N : Continuous / 1st Choice GBF32_ 9.525 3.18 4.4 Hard materials (40HRC~) O : Continuous / 2nd Choice Dimension (mm) MEGACOAT MEGACOAT Carbide Ref. to NANO Applicable Insert Description PR1215 PR1535 GW15 Page for W B rε Toolholders Applicable Handed Insert shows Right-hand R L R L R L Toolholders GBF32& 025-005 0.25 0.6 N N N N N N 030-005 0.30 0.8 N N N N N N 033-005 0.33 N N N N N N 043-005 0.43 1.0 N N N N N N 050-005 0.50 N N N N N N 053-005 0.53 1.2 N N N N N N 065-005 0.65 0.05 N N N N N N 075-005 0.75 N N N N N N 080-005 0.80 N N N N N N G 095-005 0.95 N N N N N N A rε W±0r.0ε2 2° 100-005 1.00 2.0 N N N N N N B 110-005 1.10 N N N N N N φd 120-005 1.20 N N N N N N KGBF&···16F G13 125-010 1.25 N N N N N N 130-010 1.30 N N N N N N Grooving T 140-010 1.40 N N N N N N 145-010 1.45 2.7 N N N N N N 150-010 1.50 N N N N N N 165-010 1.65 0.1 N N N N N N 170-010 1.70 N N N N N N External 175-010 1.75 N N N N N N 200-010 2.00 3.0 N N N N N N Internal 225-010 2.25 N N N N N N 250-010 2.50 N N N N N N Face 300-010 3.00 N N N N N N Recommended Cutting Conditions Recommended Insert Grades (Cutting Speed Vc: m/min) (1) f for Grooving (mm/rev) Workpiece MEGACOAT MEGACOAT NANO Carbide (2) f for Turning (mm/rev) Material PR1215 PR1535 GW15 (3) ap for Turning (mm) Remarks GBF32&025–053 GBF32&065–095 GBF32&100–145 GBF32&150–300 ★ ☆ (1) 0.01~0.05 (1) 0.02~0.07 (1) 0.03~0.08 (1) 0.03~0.08 Carbon Steel 80~180 70~160 - (2) Not recom. (2) Not recom. (2) 0.03~0.06 (2) 0.03~0.06 (3) Not recom. (3) Not recom. (3) MAX. 0.2 (3) MAX. 0.2 ★ ☆ (1) 0.01~0.04 (1) 0.02~0.06 (1) 0.03~0.07 (1) 0.03~0.07 Alloy Steel 80~180 70~160 - (2) Not recom. (2) Not recom. (2) 0.02~0.05 (2) 0.02~0.05 (3) Not recom. (3) Not recom. (3) MAX. 0.2 (3) MAX. 0.2 ☆ ★ (1) 0.01~0.04 (1) 0.02~0.06 (1) 0.03~0.07 (1) 0.03~0.07 Stainless Steel 60~130 50~120 - (2) Not recom. (2) Not recom. (2) 0.02~0.05 (2) 0.02~0.05 (3) Not recom. (3) Not recom. (3) MAX. 0.2 (3) MAX. 0.2 Coolant ★ (1) 0.01~0.05 (1) 0.02~0.07 (1) 0.03~0.08 (1) 0.03~0.08 Cast Iron - - 60~100 (2) Not recom. (2) Not recom. (2) 0.03~0.06 (2) 0.03~0.06 (3) Not recom. (3) Not recom. (3) MAX. 0.2 (3) MAX. 0.2 ★ (1) 0.01~0.05 (1) 0.02~0.07 (1) 0.03~0.08 (1) 0.03~0.08 Aluminum - - 150~400 (2) Not recom. (2) Not recom. (2) 0.03~0.06 (2) 0.03~0.06 (3) Not recom. (3) Not recom. (3) MAX. 0.2 (3) MAX. 0.2 ★ (1) 0.01~0.04 (1) 0.02~0.06 (1) 0.03~0.07 (1) 0.03~0.07 Brass - - 150~300 (2) Not recom. (2) Not recom. (2) 0.02~0.05 (2) 0.02~0.05 (3) Not recom. (3) Not recom. (3) MAX. 0.2 (3) MAX. 0.2 ★ :1st Recommendation ☆ :2nd Recommendation : Std. Item G12