Основной каталог Kyocera 2016-2017 - страница 160
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 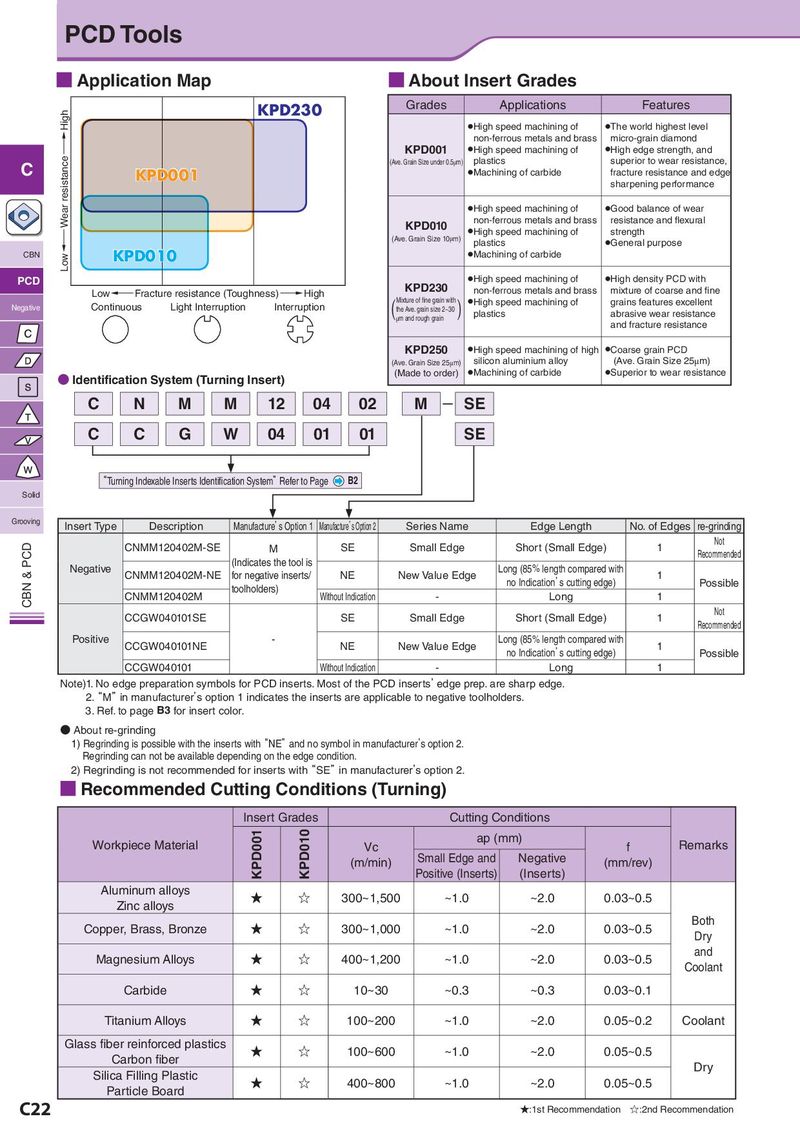
PCD Tools ■ Application Map ■ About Insert Grades High KPD230 Grades Applications Features ●High speed machining of ●The world highest level non-ferrous metals and brass micro-grain diamond → KPD001 ●High speed machining of ●High edge strength, and C Wear resistance (Ave. Grain Size under 0.5μm) plastics superior to wear resistance, KPD001 ●Machining of carbide fracture resistance and edge sharpening performance ●High speed machining of ●Good balance of wear KPD010 non-ferrous metals and brass resistance and flexural (Ave. Grain Size 10μm) ●High speed machining of strength plastics ●General purpose CBN Low ← KPD010 ●Machining of carbide PCD KPD230 ●High speed machining of ●High density PCD with Low←Fracture resistance (Toughness)→High non-ferrous metals and brass mixture of coarse and fine Negative Continuous Light Interruption Interruption ( ) Mixture of fine grain with ●High speed machining of grains features excellent the Ave. grain size 2~30 plastics abrasive wear resistance μm and rough grain and fracture resistance KPD250 ●High speed machining of high ●Coarse grain PCD (Ave. Grain Size 25μm) silicon aluminium alloy (Ave. Grain Size 25μm) ● Identification System (Turning Insert) (Made to order) ●Machining of carbide ●Superior to wear resistance C N M M 12 04 02 M SE C C G W 04 01 01 SE “Turning Indexable Inserts Identification System”Refer to Page B2 Solid Grooving Insert Type Description Manufacture’s Option 1 Manufacture’s Option 2 Series Name Edge Length No. of Edges re-grinding CBN & PCD CNMM120402M-SE M SE Small Edge Short (Small Edge) 1 Not (Indicates the tool is Recommended Negative CNMM120402M-NE for negative inserts/ NE New Value Edge Long (85% length compared with 1 toolholders) no Indication’s cutting edge) Possible CNMM120402M Without Indication - Long 1 CCGW040101SE SE Small Edge Short (Small Edge) 1 Not Recommended Positive CCGW040101NE - NE New Value Edge Long (85% length compared with 1 no Indication’s cutting edge) Possible CCGW040101 Without Indication - Long 1 Note)1. No edge preparation symbols for PCD inserts. Most of the PCD inserts’edge prep. are sharp edge. 2“. M”in manufacturer’s option 1 indicates the inserts are applicable to negative toolholders. 3. Ref. to page B3 for insert color. ● About re-grinding 1) Regrinding is possible with the inserts with“NE”and no symbol in manufacturer’s option 2. Regrinding can not be available depending on the edge condition. 2) Regrinding is not recommended for inserts with“SE”in manufacturer’s option 2. ■ Recommended Cutting Conditions (Turning) Insert Grades Cutting Conditions Workpiece Material KPD001 KPD010 Vc ap (mm) f Remarks (m/min) Small Edge and Negative (mm/rev) Positive (Inserts) (Inserts) Aluminum alloys ★ ☆ 300~1,500 ~1.0 ~2.0 0.03~0.5 Zinc alloys Copper, Brass, Bronze ★ ☆ 300~1,000 ~1.0 ~2.0 0.03~0.5 Both Dry Magnesium Alloys ★ ☆ 400~1,200 ~1.0 ~2.0 0.03~0.5 and Coolant Carbide ★ ☆ 10~30 ~0.3 ~0.3 0.03~0.1 Titanium Alloys ★ ☆ 100~200 ~1.0 ~2.0 0.05~0.2 Coolant Glass fiber reinforced plastics ★ ☆ 100~600 ~1.0 ~2.0 0.05~0.5 Carbon fiber Dry Silica Filling Plastic ★ ☆ 400~800 ~1.0 ~2.0 0.05~0.5 Particle Board C22 ★:1st Recommendation ☆:2nd Recommendation