Основной каталог Kennametal вращающиеся инструменты 2018 - страница 968
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1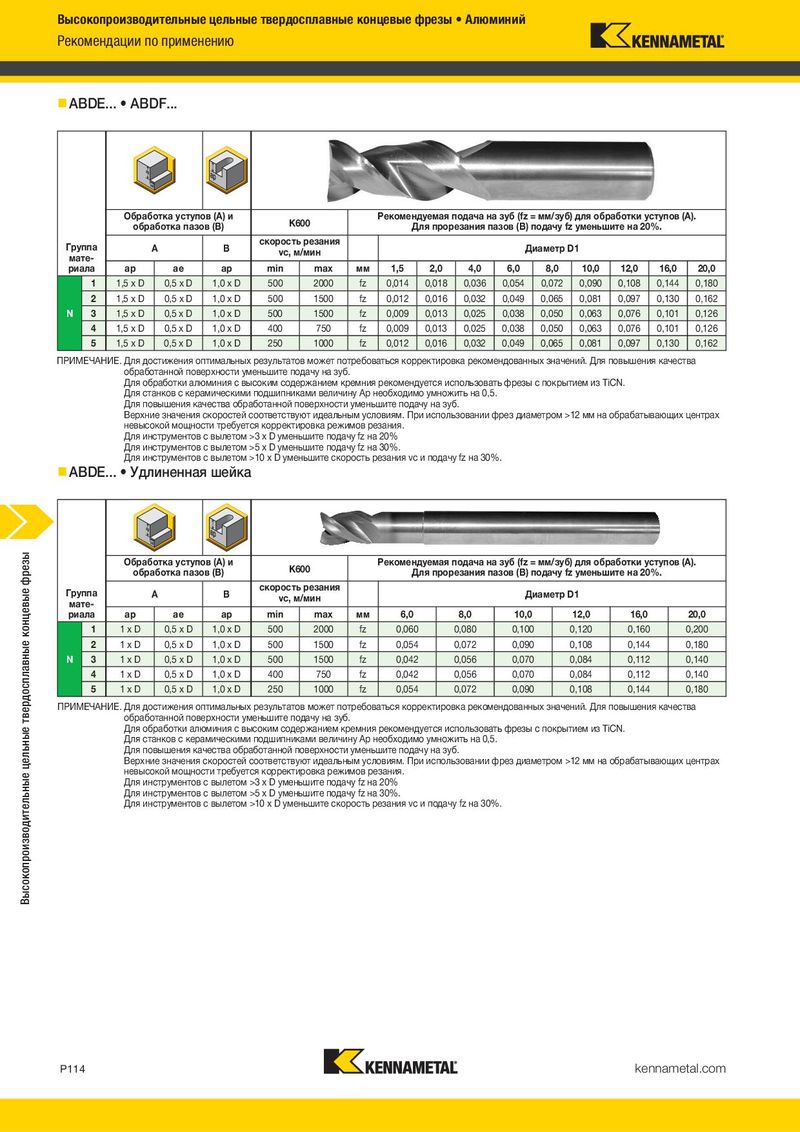
Высокопроизводительные цельные твердосплавные концевые фрезы • Алюминий Рекомендации по применению ABDE... • ABDF... Обработка уступов (A) и K600 Рекомендуемая подача на зуб (fz = мм/зуб) для обработки уступов (A). обработка пазов (B) Для прорезания пазов (B) подачу fz уменьшите на 20%. Группа A B скорость резания Диаметр D1 мате- vc, м/мин риала ap ae ap min max мм 1,5 2,0 4,0 6,0 8,0 10,0 12,0 16,0 20,0 1 1,5 x D 0,5 x D 1,0 x D 500 2000 fz 0,014 0,018 0,036 0,054 0,072 0,090 0,108 0,144 0,180 2 1,5 x D 0,5 x D 1,0 x D 500 1500 fz 0,012 0,016 0,032 0,049 0,065 0,081 0,097 0,130 0,162 N 3 1,5 x D 0,5 x D 1,0 x D 500 1500 fz 0,009 0,013 0,025 0,038 0,050 0,063 0,076 0,101 0,126 4 1,5 x D 0,5 x D 1,0 x D 400 750 fz 0,009 0,013 0,025 0,038 0,050 0,063 0,076 0,101 0,126 5 1,5 x D 0,5 x D 1,0 x D 250 1000 fz 0,012 0,016 0,032 0,049 0,065 0,081 0,097 0,130 0,162 ПРИМЕЧАНИЕ. Для достижения оптимальных результатов может потребоваться корректировка рекомендованных значений. Для повышения качества обработанной поверхности уменьшите подачу на зуб. Для обработки алюминия с высоким содержанием кремния рекомендуется использовать фрезы с покрытием из TiCN. Для станков с керамическими подшипниками величину Ap необходимо умножить на 0,5. Для повышения качества обработанной поверхности уменьшите подачу на зуб. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. Для инструментов с вылетом >3 x D уменьшите подачу fz на 20% Для инструментов с вылетом >5 x D уменьшите подачу fz на 30%. Для инструментов с вылетом >10 x D уменьшите скорость резания vc и подачу fz на 30%. ABDE... • Удлиненная шейка Высокопроизводительные цельные твердосплавные концевые фрезы Обработка уступов (A) и K600 Рекомендуемая подача на зуб (fz = мм/зуб) для обработки уступов (A). обработка пазов (B) Для прорезания пазов (B) подачу fz уменьшите на 20%. Группа A B скорость резания Диаметр D1 мате- vc, м/мин риала ap ae ap min max мм 6,0 8,0 10,0 12,0 16,0 20,0 1 1xD 0,5 x D 1,0 x D 500 2000 fz 0,060 0,080 0,100 0,120 0,160 0,200 2 1xD 0,5 x D 1,0 x D 500 1500 fz 0,054 0,072 0,090 0,108 0,144 0,180 N 3 1xD 0,5 x D 1,0 x D 500 1500 fz 0,042 0,056 0,070 0,084 0,112 0,140 4 1xD 0,5 x D 1,0 x D 400 750 fz 0,042 0,056 0,070 0,084 0,112 0,140 5 1xD 0,5 x D 1,0 x D 250 1000 fz 0,054 0,072 0,090 0,108 0,144 0,180 ПРИМЕЧАНИЕ. Для достижения оптимальных результатов может потребоваться корректировка рекомендованных значений. Для повышения качества обработанной поверхности уменьшите подачу на зуб. Для обработки алюминия с высоким содержанием кремния рекомендуется использовать фрезы с покрытием из TiCN. Для станков с керамическими подшипниками величину Ap необходимо умножить на 0,5. Для повышения качества обработанной поверхности уменьшите подачу на зуб. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. Для инструментов с вылетом >3 x D уменьшите подачу fz на 20% Для инструментов с вылетом >5 x D уменьшите подачу fz на 30%. Для инструментов с вылетом >10 x D уменьшите скорость резания vc и подачу fz на 30%. P114 kennametal.com