Основной каталог Kennametal вращающиеся инструменты 2018 - страница 913
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1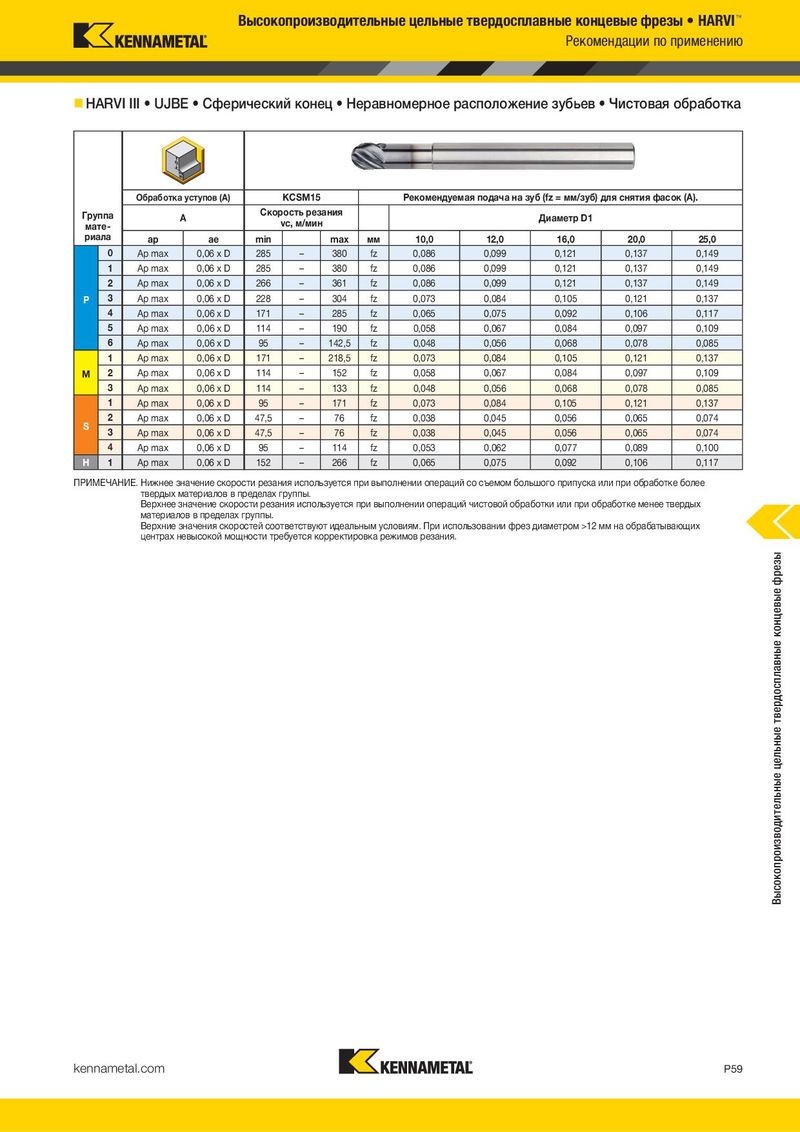
Высокопроизводительные цельные твердосплавные концевые фрезы • HARVI™ Рекомендации по применению HARVI III • UJBE • Сферический конец • Неравномерное расположение зубьев • Чистовая обработка Обработка уступов (A) KCSM15 Рекомендуемая подача на зуб (fz = мм/зуб) для снятия фасок (A). Группа A Скорость резания Диаметр D1 мате- vc, м/мин риала ap ae min max мм 10,0 12,0 16,0 20,0 25,0 0 Ap max 0,06 x D 285 – 380 fz 0,086 0,099 0,121 0,137 0,149 1 Ap max 0,06 x D 285 – 380 fz 0,086 0,099 0,121 0,137 0,149 2 Ap max 0,06 x D 266 – 361 fz 0,086 0,099 0,121 0,137 0,149 P 3 Ap max 0,06 x D 228 – 304 fz 0,073 0,084 0,105 0,121 0,137 4 Ap max 0,06 x D 171 – 285 fz 0,065 0,075 0,092 0,106 0,117 5 Ap max 0,06 x D 114 – 190 fz 0,058 0,067 0,084 0,097 0,109 6 Ap max 0,06 x D 95 – 142,5 fz 0,048 0,056 0,068 0,078 0,085 1 Ap max 0,06 x D 171 – 218,5 fz 0,073 0,084 0,105 0,121 0,137 M 2 Ap max 0,06 x D 114 – 152 fz 0,058 0,067 0,084 0,097 0,109 3 Ap max 0,06 x D 114 – 133 fz 0,048 0,056 0,068 0,078 0,085 1 Ap max 0,06 x D 95 – 171 fz 0,073 0,084 0,105 0,121 0,137 2 Ap max 0,06 x D 47,5 – 76 fz 0,038 0,045 0,056 0,065 0,074 S 3 Ap max 0,06 x D 47,5 – 76 fz 0,038 0,045 0,056 0,065 0,074 4 Ap max 0,06 x D 95 – 114 fz 0,053 0,062 0,077 0,089 0,100 H 1 Ap max 0,06 x D 152 – 266 fz 0,065 0,075 0,092 0,106 0,117 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. Высокопроизводительные цельные твердосплавные концевые фрезы kennametal.com P59