Основной каталог Kennametal вращающиеся инструменты 2018 - страница 518
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1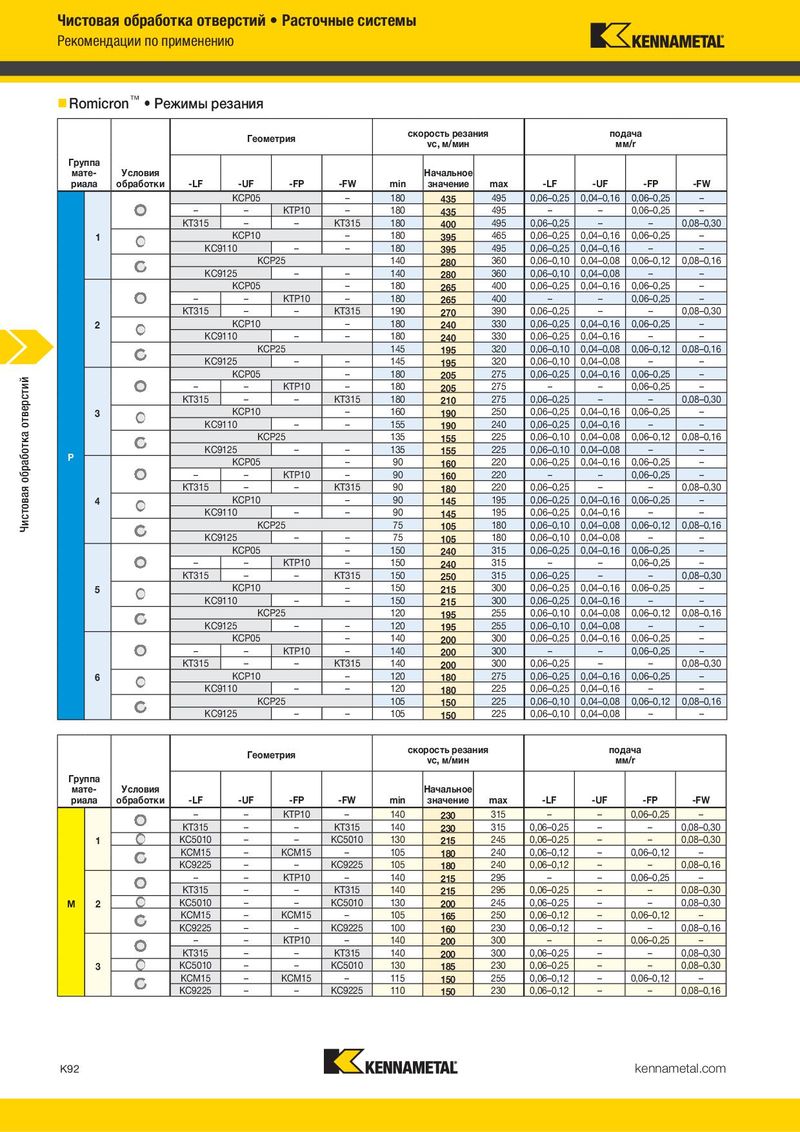
Чистовая обработка отверстий • Расточные системы Рекомендации по применению Romicron™ • Режимы резания Геометрия скорость резания подача vc, м/мин мм/r Группа мате- Условия Начальное риала обработки -LF -UF -FP -FW min значение max -LF -UF -FP -FW KCP05 – 180 435 495 0,06–0,25 0,04–0,16 0,06–0,25 – – – KTP10 – 180 435 495 – – 0,06–0,25 – KT315 – – KT315 180 400 495 0,06–0,25 – – 0,08–0,30 1 KCP10 – 180 395 465 0,06–0,25 0,04–0,16 0,06–0,25 – KC9110 – – 180 395 495 0,06–0,25 0,04–0,16 – – KCP25 140 280 360 0,06–0,10 0,04–0,08 0,06–0,12 0,08–0,16 KC9125 – – 140 280 360 0,06–0,10 0,04–0,08 – – KCP05 – 180 265 400 0,06–0,25 0,04–0,16 0,06–0,25 – – – KTP10 – 180 265 400 – – 0,06–0,25 – KT315 – – KT315 190 270 390 0,06–0,25 – – 0,08–0,30 2 KCP10 – 180 240 330 0,06–0,25 0,04–0,16 0,06–0,25 – KC9110 – – 180 240 330 0,06–0,25 0,04–0,16 – – KCP25 145 195 320 0,06–0,10 0,04–0,08 0,06–0,12 0,08–0,16 KC9125 – – 145 195 320 0,06–0,10 0,04–0,08 – – Чистовая обработка отверстий KCP05 – 180 205 275 0,06–0,25 0,04–0,16 0,06–0,25 – – – KTP10 – 180 205 275 – – 0,06–0,25 – KT315 – – KT315 180 210 275 0,06–0,25 – – 0,08–0,30 3 KCP10 – 160 190 250 0,06–0,25 0,04–0,16 0,06–0,25 – KC9110 – – 155 190 240 0,06–0,25 0,04–0,16 – – KCP25 135 155 225 0,06–0,10 0,04–0,08 0,06–0,12 0,08–0,16 P KC9125 – – 135 155 225 0,06–0,10 0,04–0,08 – – KCP05 – 90 160 220 0,06–0,25 0,04–0,16 0,06–0,25 – – – KTP10 – 90 160 220 – – 0,06–0,25 – KT315 – – KT315 90 180 220 0,06–0,25 – – 0,08–0,30 4 KCP10 – 90 145 195 0,06–0,25 0,04–0,16 0,06–0,25 – KC9110 – – 90 145 195 0,06–0,25 0,04–0,16 – – KCP25 75 105 180 0,06–0,10 0,04–0,08 0,06–0,12 0,08–0,16 KC9125 – – 75 105 180 0,06–0,10 0,04–0,08 – – KCP05 – 150 240 315 0,06–0,25 0,04–0,16 0,06–0,25 – – – KTP10 – 150 240 315 – – 0,06–0,25 – KT315 – – KT315 150 250 315 0,06–0,25 – – 0,08–0,30 5 KCP10 – 150 215 300 0,06–0,25 0,04–0,16 0,06–0,25 – KC9110 – – 150 215 300 0,06–0,25 0,04–0,16 – – KCP25 120 195 255 0,06–0,10 0,04–0,08 0,06–0,12 0,08–0,16 KC9125 – – 120 195 255 0,06–0,10 0,04–0,08 – – KCP05 – 140 200 300 0,06–0,25 0,04–0,16 0,06–0,25 – – – KTP10 – 140 200 300 – – 0,06–0,25 – KT315 – – KT315 140 200 300 0,06–0,25 – – 0,08–0,30 6 KCP10 – 120 180 275 0,06–0,25 0,04–0,16 0,06–0,25 – KC9110 – – 120 180 225 0,06–0,25 0,04–0,16 – – KCP25 105 150 225 0,06–0,10 0,04–0,08 0,06–0,12 0,08–0,16 KC9125 – – 105 150 225 0,06–0,10 0,04–0,08 – – Геометрия скорость резания подача vc, м/мин мм/r Группа мате- Условия Начальное риала обработки -LF -UF -FP -FW min значение max -LF -UF -FP -FW – – KTP10 – 140 230 315 – – 0,06–0,25 – KT315 – – KT315 140 230 315 0,06–0,25 – – 0,08–0,30 1 KC5010 – – KC5010 130 215 245 0,06–0,25 – – 0,08–0,30 KCM15 – KCM15 – 105 180 240 0,06–0,12 – 0,06–0,12 – KC9225 – – KC9225 105 180 240 0,06–0,12 – – 0,08–0,16 – – KTP10 – 140 215 295 – – 0,06–0,25 – KT315 – – KT315 140 215 295 0,06–0,25 – – 0,08–0,30 M 2 KC5010 – – KC5010 130 200 245 0,06–0,25 – – 0,08–0,30 KCM15 – KCM15 – 105 165 250 0,06–0,12 – 0,06–0,12 – KC9225 – – KC9225 100 160 230 0,06–0,12 – – 0,08–0,16 – – KTP10 – 140 200 300 – – 0,06–0,25 – KT315 – – KT315 140 200 300 0,06–0,25 – – 0,08–0,30 3 KC5010 – – KC5010 130 185 230 0,06–0,25 – – 0,08–0,30 KCM15 – KCM15 – 115 150 255 0,06–0,12 – 0,06–0,12 – KC9225 – – KC9225 110 150 230 0,06–0,12 – – 0,08–0,16 K92 kennametal.com