Основной каталог Kennametal вращающиеся инструменты 2018 - страница 449
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1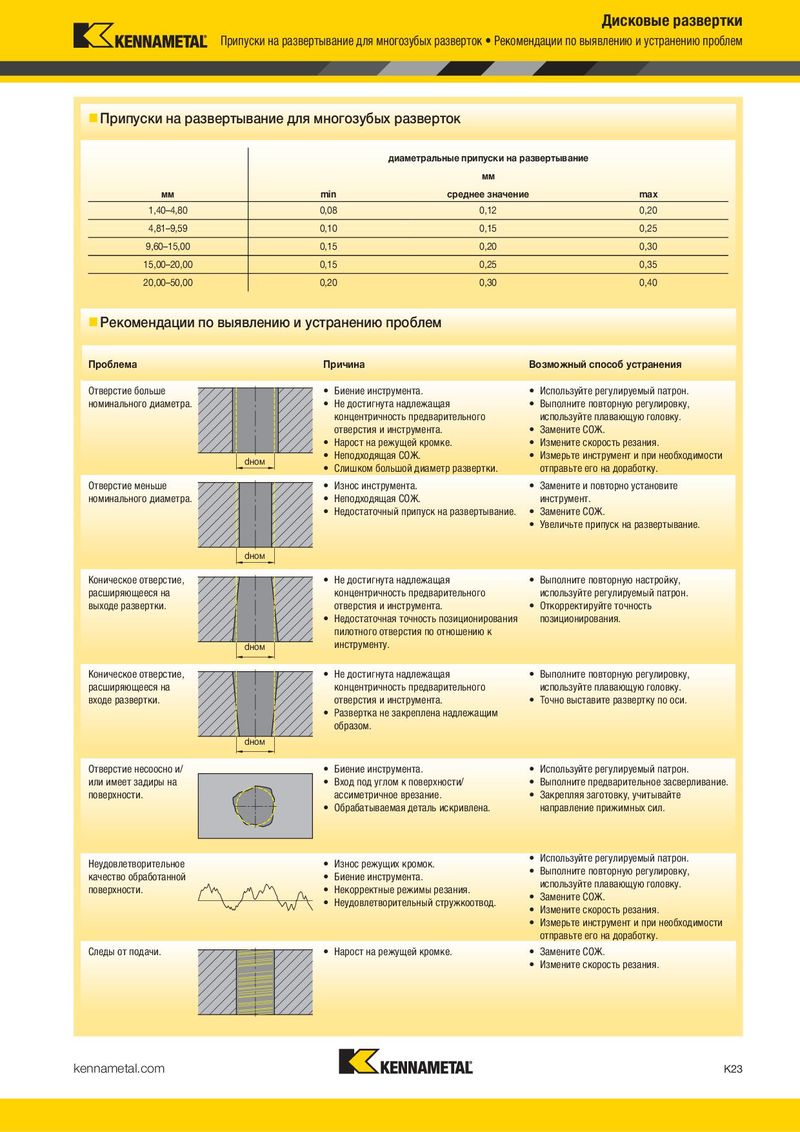
Дисковые развертки Припуски на развертывание для многозубых разверток • Рекомендации по выявлению и устранению проблем Припуски на развертывание для многозубых разверток диаметральные припуски на развертывание мм мм min среднее значение max 1,40–4,80 0,08 0,12 0,20 4,81–9,59 0,10 0,15 0,25 9,60–15,00 0,15 0,20 0,30 15,00–20,00 0,15 0,25 0,35 20,00–50,00 0,20 0,30 0,40 Рекомендации по выявлению и устранению проблем Проблема Причина Возможный способ устранения Отверстие больше • Биение инструмента. • Используйте регулируемый патрон. номинального диаметра. • Не достигнута надлежащая • Выполните повторную регулировку, концентричность предварительного используйте плавающую головку. отверстия и инструмента. • Замените СОЖ. • Нарост на режущей кромке. • Измените скорость резания. dном • Неподходящая СОЖ. • Измерьте инструмент и при необходимости • Слишком большой диаметр развертки. отправьте его на доработку. Отверстие меньше • Износ инструмента. • Замените и повторно установите номинального диаметра. • Неподходящая СОЖ. инструмент. • Недостаточный припуск на развертывание. • Замените СОЖ. • Увеличьте припуск на развертывание. dном Коническое отверстие, • Не достигнута надлежащая • Выполните повторную настройку, расширяющееся на концентричность предварительного используйте регулируемый патрон. выходе развертки. отверстия и инструмента. • Откорректируйте точность • Недостаточная точность позиционирования позиционирования. пилотного отверстия по отношению к dном инструменту. Коническое отверстие, • Не достигнута надлежащая • Выполните повторную регулировку, расширяющееся на концентричность предварительного используйте плавающую головку. входе развертки. отверстия и инструмента. • Точно выставите развертку по оси. • Развертка не закреплена надлежащим образом. dном Отверстие несоосно и/ • Биение инструмента. • Используйте регулируемый патрон. или имеет задиры на • Вход под углом к поверхности/ • Выполните предварительное засверливание. поверхности. ассиметричное врезание. • Закрепляя заготовку, учитывайте • Обрабатываемая деталь искривлена. направление прижимных сил. Неудовлетворительное • Износ режущих кромок. • Используйте регулируемый патрон. качество обработанной • Биение инструмента. • Выполните повторную регулировку, поверхности. • Некорректные режимы резания. используйте плавающую головку. • Неудовлетворительный стружкоотвод. • Замените СОЖ. • Измените скорость резания. • Измерьте инструмент и при необходимости отправьте его на доработку. Следы от подачи. • Нарост на режущей кромке. • Замените СОЖ. • Измените скорость резания. kennametal.com K23