Основной каталог Kennametal вращающиеся инструменты 2018 - страница 431
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1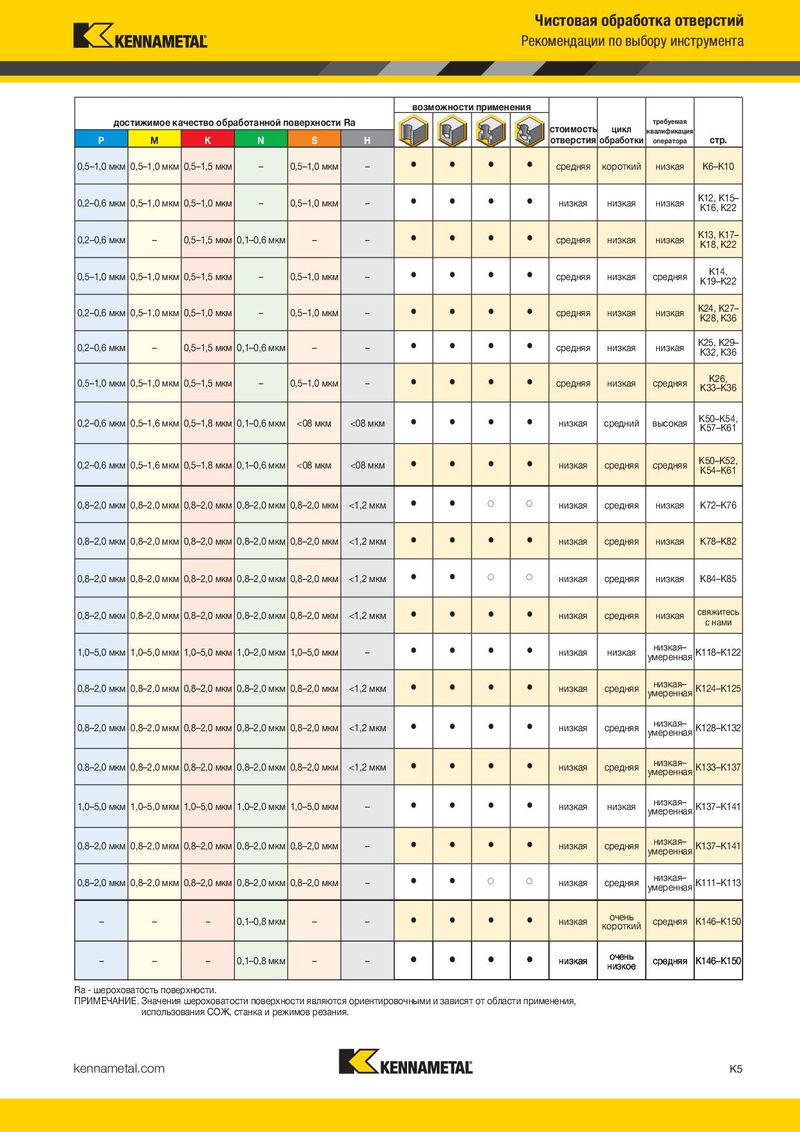
Чистовая обработка отверстий Рекомендации по выбору инструмента возможности применения достижимое качество обработанной поверхности Ra стоимость требуемая цикл квалификация P M K N S H отверстия обработки оператора стр. 0,5–1,0 мкм 0,5–1,0 мкм 0,5–1,5 мкм – 0,5–1,0 мкм – ⅷ ⅷ ⅷ ⅷ средняя короткий низкая K6–K10 0,2–0,6 мкм 0,5–1,0 мкм 0,5–1,0 мкм – 0,5–1,0 мкм – ⅷ ⅷ ⅷ ⅷ низкая низкая низкая K12, K15– K16, K22 0,2–0,6 мкм – 0,5–1,5 мкм 0,1–0,6 мкм – – ⅷ ⅷ ⅷ ⅷ средняя низкая низкая K13, K17– K18, K22 0,5–1,0 мкм 0,5–1,0 мкм 0,5–1,5 мкм – 0,5–1,0 мкм – ⅷ ⅷ ⅷ ⅷ средняя низкая средняя K14, K19–K22 0,2–0,6 мкм 0,5–1,0 мкм 0,5–1,0 мкм – 0,5–1,0 мкм – ⅷ ⅷ ⅷ ⅷ средняя низкая низкая K24, K27– K28, K36 0,2–0,6 мкм – 0,5–1,5 мкм 0,1–0,6 мкм – – ⅷ ⅷ ⅷ ⅷ средняя низкая низкая K25, K29– K32, K36 0,5–1,0 мкм 0,5–1,0 мкм 0,5–1,5 мкм – 0,5–1,0 мкм – ⅷ ⅷ ⅷ ⅷ средняя низкая средняя K26, K33–K36 0,2–0,6 мкм 0,5–1,6 мкм 0,5–1,8 мкм 0,1–0,6 мкм <08 мкм <08 мкм ⅷ ⅷ ⅷ ⅷ низкая средний высокая K50–K54, K57–K61 0,2–0,6 мкм 0,5–1,6 мкм 0,5–1,8 мкм 0,1–0,6 мкм <08 мкм <08 мкм ⅷ ⅷ ⅷ ⅷ низкая средняя средняя K50–K52, K54–K61 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм <1,2 мкм ⅷ ⅷ ࠗ ࠗ низкая средняя низкая K72–K76 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм <1,2 мкм ⅷ ⅷ ⅷ ⅷ низкая средняя низкая K78–K82 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм <1,2 мкм ⅷ ⅷ ࠗ ࠗ низкая средняя низкая K84–K85 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм <1,2 мкм ⅷ ⅷ ⅷ ⅷ низкая средняя низкая свяжитесь с нами 1,0–5,0 мкм 1,0–5,0 мкм 1,0–5,0 мкм 1,0–2,0 мкм 1,0–5,0 мкм – ⅷ ⅷ ⅷ ⅷ низкая низкая низкая– K118–K122 умеренная 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм <1,2 мкм ⅷ ⅷ ⅷ ⅷ низкая средняя низкая– K124–K125 умеренная 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм <1,2 мкм ⅷ ⅷ ⅷ ⅷ низкая средняя низкая– K128–K132 умеренная 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм <1,2 мкм ⅷ ⅷ ⅷ ⅷ низкая средняя низкая– K133–K137 умеренная 1,0–5,0 мкм 1,0–5,0 мкм 1,0–5,0 мкм 1,0–2,0 мкм 1,0–5,0 мкм – ⅷ ⅷ ⅷ ⅷ низкая низкая низкая– K137–K141 умеренная 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм – ⅷ ⅷ ⅷ ⅷ низкая средняя низкая– K137–K141 умеренная 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм 0,8–2,0 мкм – ⅷ ⅷ ࠗ ࠗ низкая средняя низкая– K111–K113 умеренная – – – 0,1–0,8 мкм – – ⅷ ⅷ ⅷ ⅷ низкая очень средняя K146–K150 короткий – – – 0,1–0,8 мкм – – ⅷ ⅷ ⅷ ⅷ низкая очень средняя K146–K150 низкое Ra - шероховатость поверхности. ПРИМЕЧАНИЕ. Значения шероховатости поверхности являются ориентировочными и зависят от области применения, использования СОЖ, станка и режимов резания. kennametal.com K5