Основной каталог Kennametal вращающиеся инструменты 2018 - страница 399
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1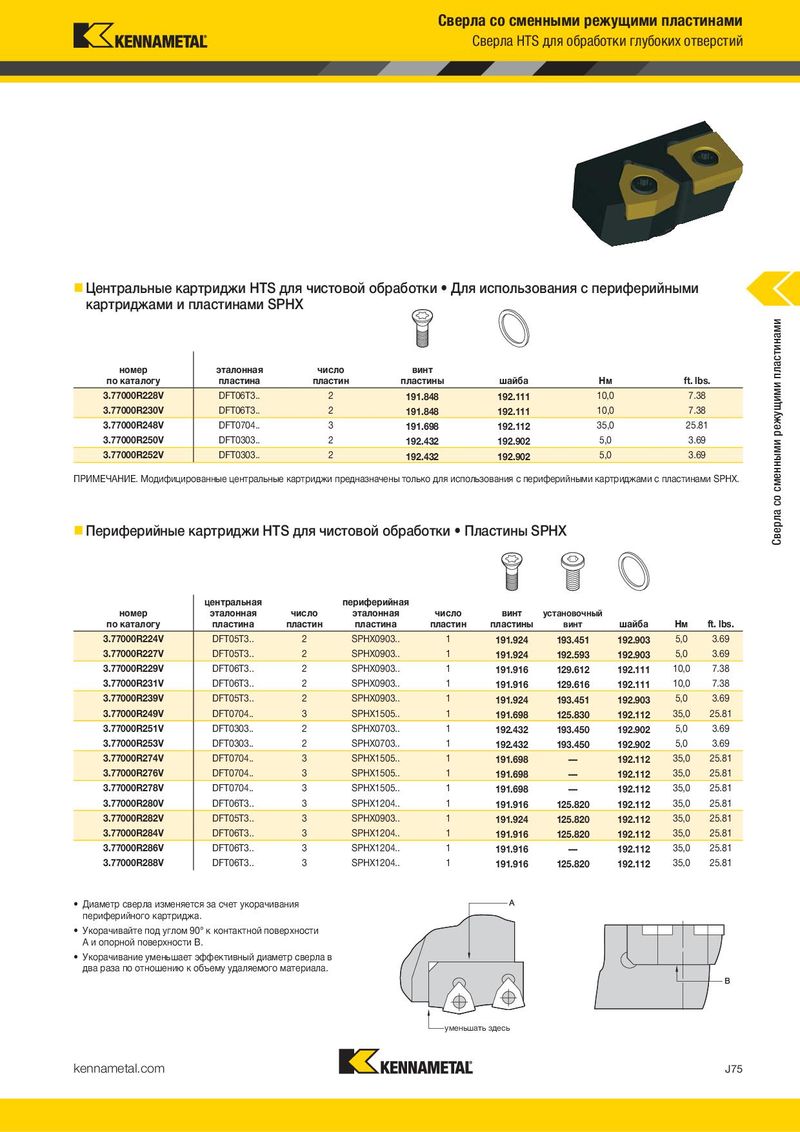
Сверла со сменными режущими пластинами Сверла HTS для обработки глубоких отверстий Центральные картриджи HTS для чистовой обработки • Для использования с периферийными картриджами и пластинами SPHX номер эталонная число винт Сверла со сменными режущими пластинами по каталогу пластина пластин пластины шайба Нм ft. lbs. 3.77000R228V DFT06T3.. 2 191.848 192.111 10,0 7.38 3.77000R230V DFT06T3.. 2 191.848 192.111 10,0 7.38 3.77000R248V DFT0704.. 3 191.698 192.112 35,0 25.81 3.77000R250V DFT0303.. 2 192.432 192.902 5,0 3.69 3.77000R252V DFT0303.. 2 192.432 192.902 5,0 3.69 ПРИМЕЧАНИЕ. Модифицированные центральные картриджи предназначены только для использования с периферийными картриджами с пластинами SPHX. Периферийные картриджи HTS для чистовой обработки • Пластины SPHX центральная периферийная номер эталонная число эталонная число винт установочный по каталогу пластина пластин пластина пластин пластины винт шайба Нм ft. lbs. 3.77000R224V DFT05T3.. 2 SPHX0903.. 1 191.924 193.451 192.903 5,0 3.69 3.77000R227V DFT05T3.. 2 SPHX0903.. 1 191.924 192.593 192.903 5,0 3.69 3.77000R229V DFT06T3.. 2 SPHX0903.. 1 191.916 129.612 192.111 10,0 7.38 3.77000R231V DFT06T3.. 2 SPHX0903.. 1 191.916 129.616 192.111 10,0 7.38 3.77000R239V DFT05T3.. 2 SPHX0903.. 1 191.924 193.451 192.903 5,0 3.69 3.77000R249V DFT0704.. 3 SPHX1505.. 1 191.698 125.830 192.112 35,0 25.81 3.77000R251V DFT0303.. 2 SPHX0703.. 1 192.432 193.450 192.902 5,0 3.69 3.77000R253V DFT0303.. 2 SPHX0703.. 1 192.432 193.450 192.902 5,0 3.69 3.77000R274V DFT0704.. 3 SPHX1505.. 1 191.698 — 192.112 35,0 25.81 3.77000R276V DFT0704.. 3 SPHX1505.. 1 191.698 — 192.112 35,0 25.81 3.77000R278V DFT0704.. 3 SPHX1505.. 1 191.698 — 192.112 35,0 25.81 3.77000R280V DFT06T3.. 3 SPHX1204.. 1 191.916 125.820 192.112 35,0 25.81 3.77000R282V DFT05T3.. 3 SPHX0903.. 1 191.924 125.820 192.112 35,0 25.81 3.77000R284V DFT06T3.. 3 SPHX1204.. 1 191.916 125.820 192.112 35,0 25.81 3.77000R286V DFT06T3.. 3 SPHX1204.. 1 191.916 — 192.112 35,0 25.81 3.77000R288V DFT06T3.. 3 SPHX1204.. 1 191.916 125.820 192.112 35,0 25.81 • Диаметр сверла изменяется за счет укорачивания периферийного картриджа. • Укорачивайте под углом 90° к контактной поверхности А и опорной поверхности B. • Укорачивание уменьшает эффективный диаметр сверла в два раза по отношению к объему удаляемого материала. уменьшать здесь kennametal.com J75