Основной каталог Kennametal вращающиеся инструменты 2018 - страница 321
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1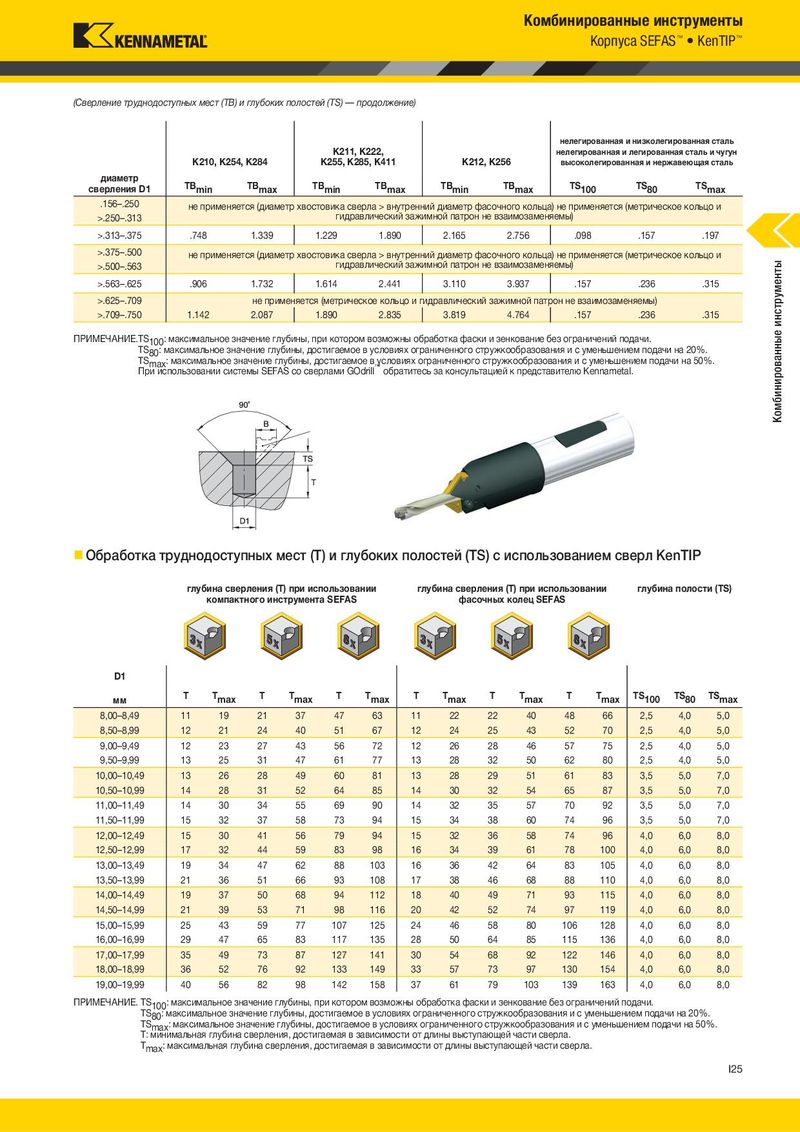
Комбинированные инструменты Корпуса SEFAS™ • KenTIP™ (Сверление труднодоступных мест (TB) и глубоких полостей (TS) — продолжение) нелегированная и низколегированная сталь K211, K222, нелегированная и легированная сталь и чугун K210, K254, K284 K255, K285, K411 K212, K256 высоколегированная и нержавеющая сталь диаметр TBmin TBmax TBmin TBmax TBmin TBmax TS100 TS80 TSmax сверления D1 .156–.250 не применяется (диаметр хвостовика сверла > внутренний диаметр фасочного кольца) не применяется (метрическое кольцо и >.250–.313 гидравлический зажимной патрон не взаимозаменяемы) >.313–.375 .748 1.339 1.229 1.890 2.165 2.756 .098 .157 .197 >.375–.500 не применяется (диаметр хвостовика сверла > внутренний диаметр фасочного кольца) не применяется (метрическое кольцо и >.500–.563 гидравлический зажимной патрон не взаимозаменяемы) Комбинированные инструменты >.563–.625 .906 1.732 1.614 2.441 3.110 3.937 .157 .236 .315 >.625–.709 не применяется (метрическое кольцо и гидравлический зажимной патрон не взаимозаменяемы) >.709–.750 1.142 2.087 1.890 2.835 3.819 4.764 .157 .236 .315 ПРИМЕЧАНИЕ.TS100: максимальное значение глубины, при котором возможны обработка фаски и зенкование без ограничений подачи. TS80: максимальное значение глубины, достигаемое в условиях ограниченного стружкообразования и с уменьшением подачи на 20%. TПSрmи aиxс:пмоалкьсзоимваанлиьиносеисзтнеамчыенSиEеFгAлуSбсионысв, едролсатимгиаеGмOоdеriвll™усолборваитяихтеосгьразнаикчоеннснуолгьотсатцриуежйккопорбердасзтоавваинтиеялюи сKуeмnnеaнmьшeеtaнlи. ем подачи на 50%. Обработка труднодоступных мест (T) и глубоких полостей (TS) с использованием сверл KenTIP глубина сверления (T) при использовании глубина сверления (T) при использовании глубина полости (TS) компактного инструмента SEFAS фасочных колец SEFAS D1 мм T Tmax T Tmax T Tmax T Tmax T Tmax T Tmax TS100 TS80 TSmax 8,00–8,49 11 19 21 37 47 63 11 22 22 40 48 66 2,5 4,0 5,0 8,50–8,99 12 21 24 40 51 67 12 24 25 43 52 70 2,5 4,0 5,0 9,00–9,49 12 23 27 43 56 72 12 26 28 46 57 75 2,5 4,0 5,0 9,50–9,99 13 25 31 47 61 77 13 28 32 50 62 80 2,5 4,0 5,0 10,00–10,49 13 26 28 49 60 81 13 28 29 51 61 83 3,5 5,0 7,0 10,50–10,99 14 28 31 52 64 85 14 30 32 54 65 87 3,5 5,0 7,0 11,00–11,49 14 30 34 55 69 90 14 32 35 57 70 92 3,5 5,0 7,0 11,50–11,99 15 32 37 58 73 94 15 34 38 60 74 96 3,5 5,0 7,0 12,00–12,49 15 30 41 56 79 94 15 32 36 58 74 96 4,0 6,0 8,0 12,50–12,99 17 32 44 59 83 98 16 34 39 61 78 100 4,0 6,0 8,0 13,00–13,49 19 34 47 62 88 103 16 36 42 64 83 105 4,0 6,0 8,0 13,50–13,99 21 36 51 66 93 108 17 38 46 68 88 110 4,0 6,0 8,0 14,00–14,49 19 37 50 68 94 112 18 40 49 71 93 115 4,0 6,0 8,0 14,50–14,99 21 39 53 71 98 116 20 42 52 74 97 119 4,0 6,0 8,0 15,00–15,99 25 43 59 77 107 125 24 46 58 80 106 128 4,0 6,0 8,0 16,00–16,99 29 47 65 83 117 135 28 50 64 85 115 136 4,0 6,0 8,0 17,00–17,99 35 49 73 87 127 141 30 54 68 92 122 146 4,0 6,0 8,0 18,00–18,99 36 52 76 92 133 149 33 57 73 97 130 154 4,0 6,0 8,0 19,00–19,99 40 56 82 98 142 158 37 61 79 103 139 163 4,0 6,0 8,0 ПРИМЕЧАНИЕ. TS100: максимальное значение глубины, при котором возможны обработка фаски и зенкование без ограничений подачи. TS80: максимальное значение глубины, достигаемое в условиях ограниченного стружкообразования и с уменьшением подачи на 20%. TSmax: максимальное значение глубины, достигаемое в условиях ограниченного стружкообразования и с уменьшением подачи на 50%. T: минимальная глубина сверления, достигаемая в зависимости от длины выступающей части сверла. Tmax: максимальная глубина сверления, достигаемая в зависимости от длины выступающей части сверла. I25