Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1330
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1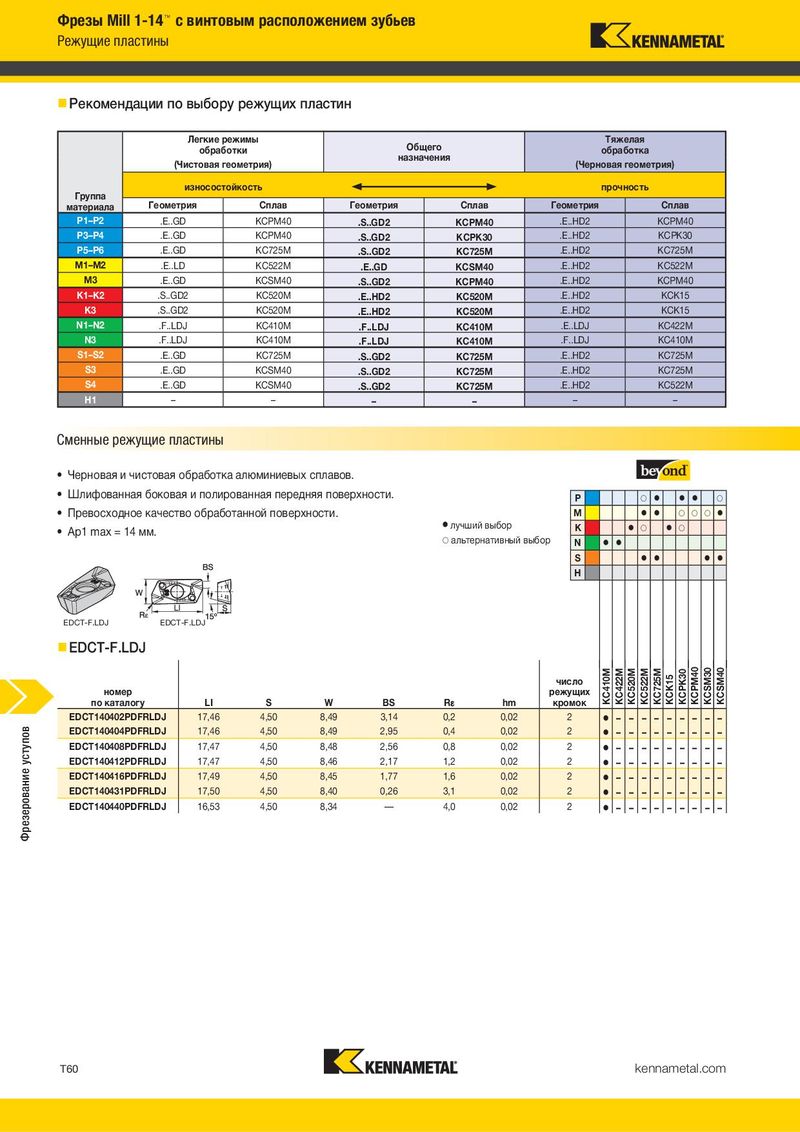
Фрезы Mill 1-14™ с винтовым расположением зубьев Режущие пластины Рекомендации по выбору режущих пластин Легкие режимы Общего Тяжелая обработки назначения обработка (Чистовая геометрия) (Черновая геометрия) износостойкость прочность Группа материала Геометрия Сплав Геометрия Сплав Геометрия Сплав P1–P2 .E..GD KCPM40 .S..GD2 KCPM40 .E..HD2 KCPM40 P3–P4 .E..GD KCPM40 .S..GD2 KCPK30 .E..HD2 KCPK30 P5–P6 .E..GD KC725M .S..GD2 KC725M .E..HD2 KC725M M1–M2 .E..LD KC522M .E..GD KCSM40 .E..HD2 KC522M M3 .E..GD KCSM40 .S..GD2 KCPM40 .E..HD2 KCPM40 K1–K2 .S..GD2 KC520M .E..HD2 KC520M .E..HD2 KCK15 K3 .S..GD2 KC520M .E..HD2 KC520M .E..HD2 KCK15 N1–N2 .F..LDJ KC410M .F..LDJ KC410M .E..LDJ KC422M N3 .F..LDJ KC410M .F..LDJ KC410M .F..LDJ KC410M S1–S2 .E..GD KC725M .S..GD2 KC725M .E..HD2 KC725M S3 .E..GD KCSM40 .S..GD2 KC725M .E..HD2 KC725M S4 .E..GD KCSM40 .S..GD2 KC725M .E..HD2 KC522M H1 – – – – – – Сменные режущие пластины • Черновая и чистовая обработка алюминиевых сплавов. • Шлифованная боковая и полированная передняя поверхности. P ࠗ ⅷ ⅷ ⅷ ࠗ • Превосходное качество обработанной поверхности. M ⅷ ⅷ ࠗ ࠗ ࠗ ⅷ • Ap1 max = 14 мм. ⅷ лучший выбор K ⅷ ࠗ ⅷ ࠗ ࠗ альтернативный выбор N ⅷ ⅷ S ⅷ ⅷ ⅷ ⅷ H EDCT-F.LDJ EDCT-F.LDJ EDCT-F.LDJ число KC410M KC422M KC520M KC522M KC725M KCK15 KCPK30 KCPM40 KCSM30 KCSM40 номер режущих по каталогу LI S W BS R¡ hm кромок EDCT140402PDFRLDJ 17,46 4,50 8,49 3,14 0,2 0,02 2 ⅷ – – – – – – – – – Фрезерование уступов EDCT140404PDFRLDJ 17,46 4,50 8,49 2,95 0,4 0,02 2 ⅷ – – – – – – – – – EDCT140408PDFRLDJ 17,47 4,50 8,48 2,56 0,8 0,02 2 ⅷ – – – – – – – – – EDCT140412PDFRLDJ 17,47 4,50 8,46 2,17 1,2 0,02 2 ⅷ – – – – – – – – – EDCT140416PDFRLDJ 17,49 4,50 8,45 1,77 1,6 0,02 2 ⅷ – – – – – – – – – EDCT140431PDFRLDJ 17,50 4,50 8,40 0,26 3,1 0,02 2 ⅷ – – – – – – – – – EDCT140440PDFRLDJ 16,53 4,50 8,34 — 4,0 0,02 2 ⅷ – – – – – – – – – T60 kennametal.com