Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1307
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1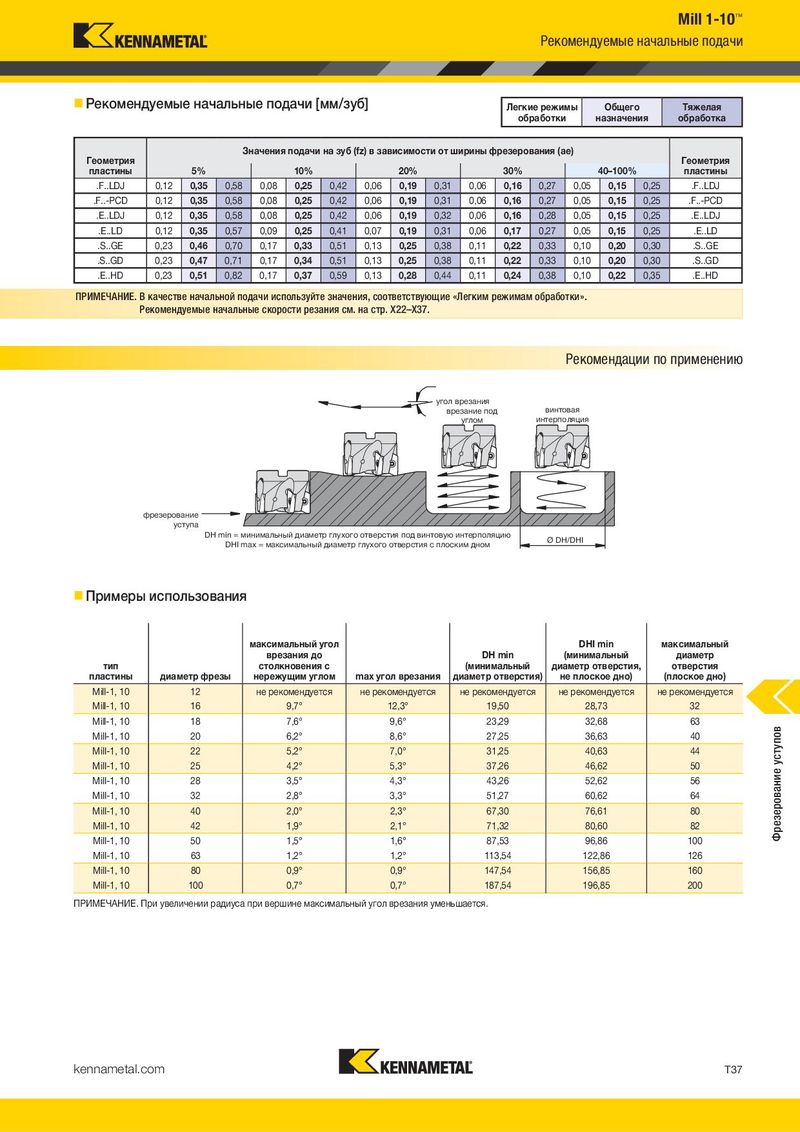
Mill 1-10™ Рекомендуемые начальные подачи Рекомендуемые начальные подачи [мм/зуб] Легкие режимы Общего Тяжелая обработки назначения обработка Значения подачи на зуб (fz) в зависимости от ширины фрезерования (ae) Геометрия Геометрия пластины 5% 10% 20% 30% 40–100% пластины .F..LDJ 0,12 0,35 0,58 0,08 0,25 0,42 0,06 0,19 0,31 0,06 0,16 0,27 0,05 0,15 0,25 .F..LDJ .F..-PCD 0,12 0,35 0,58 0,08 0,25 0,42 0,06 0,19 0,31 0,06 0,16 0,27 0,05 0,15 0,25 .F..-PCD .E..LDJ 0,12 0,35 0,58 0,08 0,25 0,42 0,06 0,19 0,32 0,06 0,16 0,28 0,05 0,15 0,25 .E..LDJ .E..LD 0,12 0,35 0,57 0,09 0,25 0,41 0,07 0,19 0,31 0,06 0,17 0,27 0,05 0,15 0,25 .E..LD .S..GE 0,23 0,46 0,70 0,17 0,33 0,51 0,13 0,25 0,38 0,11 0,22 0,33 0,10 0,20 0,30 .S..GE .S..GD 0,23 0,47 0,71 0,17 0,34 0,51 0,13 0,25 0,38 0,11 0,22 0,33 0,10 0,20 0,30 .S..GD .E..HD 0,23 0,51 0,82 0,17 0,37 0,59 0,13 0,28 0,44 0,11 0,24 0,38 0,10 0,22 0,35 .E..HD ПРИМЕЧАНИЕ. В качестве начальной подачи используйте значения, соответствующие «Легким режимам обработки». Рекомендуемые начальные скорости резания см. на стр. X22–X37. Рекомендации по применению угол врезания врезание под винтовая углом интерполяция фрезерование уступа DH min = минимальный диаметр глухого отверстия под винтовую интерполяцию Ø DH/DHI DHI max = максимальный диаметр глухого отверстия с плоским дном Примеры использования максимальный угол DHI min максимальный врезания до DH min (минимальный диаметр тип столкновения с (минимальный диаметр отверстия, отверстия пластины диаметр фрезы нережущим углом max угол врезания диаметр отверстия) не плоское дно) (плоское дно) Mill-1, 10 12 не рекомендуется не рекомендуется не рекомендуется не рекомендуется не рекомендуется Mill-1, 10 16 9,7° 12,3° 19,50 28,73 32 Mill-1, 10 18 7,6° 9,6° 23,29 32,68 63 Фрезерование уступов Mill-1, 10 20 6,2° 8,6° 27,25 36,63 40 Mill-1, 10 22 5,2° 7,0° 31,25 40,63 44 Mill-1, 10 25 4,2° 5,3° 37,26 46,62 50 Mill-1, 10 28 3,5° 4,3° 43,26 52,62 56 Mill-1, 10 32 2,8° 3,3° 51,27 60,62 64 Mill-1, 10 40 2,0° 2,3° 67,30 76,61 80 Mill-1, 10 42 1,9° 2,1° 71,32 80,60 82 Mill-1, 10 50 1,5° 1,6° 87,53 96,86 100 Mill-1, 10 63 1,2° 1,2° 113,54 122,86 126 Mill-1, 10 80 0,9° 0,9° 147,54 156,85 160 Mill-1, 10 100 0,7° 0,7° 187,54 196,85 200 ПРИМЕЧАНИЕ. При увеличении радиуса при вершине максимальный угол врезания уменьшается. kennametal.com T37