Каталог Kennametal инновации 2020.1 - страница 27
Навигация
 Каталог Kennametal инструментальные системы 2018
Каталог Kennametal инструментальные системы 2018 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Основной каталог Kennametal вращающиеся инструменты 2018
Основной каталог Kennametal вращающиеся инструменты 2018 Каталог Kennametal First Choice
Каталог Kennametal First Choice- Оглавление
- Техническая поддержка и сервис
- Контактная информация
- Информация о комплектующих и принадлежностях • Электронный каталог
- Фрезы со сменными пластинами
- Mill 4-12KT • Фрезы для обработки уступов с тангенциальным креплением пластин
- Цельные концевые фрезы
- HARVI II TCDE (5 x D)
- Инструментальные системы
- TACU • Расширение ассортимента
- Техническая информация
- Цельные цанги ER
- Общая информация
- Описания сплавов
- Пояснение к заголовкам таблиц
- Перекрестные ссылки на материалы
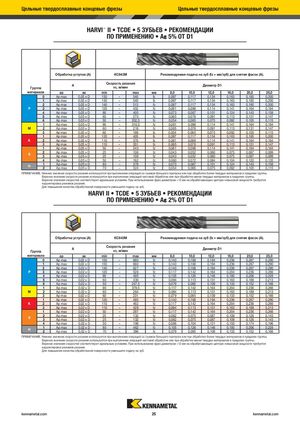
Цельные твердосплавные концевые фрезы Цельные твердосплавные концевые фрезы HARVI™ II • TCDE • 5 ЗУБЬЕВ • РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ • A¡ 5% ОТ D1 Обработка уступов (A) KC643M Рекомендуемая подача на зуб (fz = мм/зуб) для снятия фасок (A). AГруппа Скорость резанияvc, м/мин Диаметр D1 материала ap ae min max мм 8,0 10,0 12,0 16,0 20,0 25,0 0 Ap max 0,05 x D 150 – 540 fz 0,097 0,117 0,134 0,163 0,185 0,200 1 Ap max 0,05 x D 150 – 540 fz 0,097 0,117 0,134 0,163 0,185 0,200 2 Ap max 0,05 x D 140 – 513 fz 0,097 0,117 0,134 0,163 0,185 0,200 P 3 Ap max 0,05 x D 120 – 432 fz 0,081 0,098 0,114 0,141 0,164 0,184 4 Ap max 0,05 x D 90 – 405 fz 0,073 0,087 0,101 0,124 0,143 0,158 5 Ap max 0,05 x D 60 – 270 fz 0,065 0,078 0,091 0,113 0,131 0,147 6 Ap max 0,05 x D 50 – 202,5 fz 0,054 0,065 0,075 0,092 0,105 0,115 1 Ap max 0,05 x D 90 – 310,5 fz 0,081 0,098 0,114 0,141 0,164 0,184 M 2 Ap max 0,05 x D 60 – 216 fz 0,065 0,078 0,091 0,113 0,131 0,147 3 Ap max 0,05 x D 60 – 189 fz 0,054 0,065 0,075 0,092 0,105 0,115 1 Ap max 0,05 x D 120 – 405 fz 0,097 0,117 0,134 0,163 0,185 0,200 K 2 Ap max 0,05 x D 110 – 378 fz 0,081 0,098 0,114 0,141 0,164 0,184 3 Ap max 0,05 x D 110 – 351 fz 0,065 0,078 0,091 0,113 0,131 0,147 1 Ap max 0,05 x D 50 – 243 fz 0,081 0,098 0,114 0,141 0,164 0,184 S 2 Ap max 0,05 x D3Ap max0,05 x D2525 –– 108108 fz 0,043 0,052 0,060 0,075 0,087 0,099fz0,0430,0520,0600,0750,0870,099 4 Ap max 0,05 x D 50 – 162 fz 0,060 0,072 0,084 0,104 0,120 0,135 H 1 Ap max 0,05 x D2Ap max0,05 x D8070 –– 378324 fz 0,073 0,087 0,101 0,124 0,143 0,158fz0,0540,0650,0750,0920,1050,115 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. Для повышения качества обработанной поверхности уменьшите подачу на зуб. HARVI II • TCDE • 5 ЗУБЬЕВ • РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ • A¡ 2% ОТ D1 Обработка уступов (A) KC643M Рекомендуемая подача на зуб (fz = мм/зуб) для снятия фасок (A). AГруппа Скорость резанияvc, м/мин Диаметр D1 материала ap ae min max мм 8,0 10,0 12,0 16,0 20,0 25,0 0 Ap max 0,02 x D 150 – 660 fz 0,140 0,168 0,194 0,236 0,267 0,290 1 Ap max 0,02 x D 150 – 660 fz 0,140 0,168 0,194 0,236 0,267 0,290 2 Ap max 0,02 x D 140 – 627 fz 0,140 0,168 0,194 0,236 0,267 0,290 P 3 Ap max 0,02 x D 120 – 528 fz 0,117 0,142 0,164 0,204 0,236 0,266 4 Ap max 0,02 x D 90 – 495 fz 0,105 0,126 0,146 0,180 0,206 0,228 5 Ap max 0,02 x D 60 – 330 fz 0,094 0,113 0,131 0,163 0,189 0,213 6 Ap max 0,02 x D 50 – 247,5 fz 0,079 0,095 0,109 0,133 0,152 0,166 1 Ap max 0,02 x D 90 – 379,5 fz 0,117 0,142 0,164 0,204 0,236 0,266 M 2 Ap max 0,02 x D 60 – 264 fz 0,094 0,113 0,131 0,163 0,189 0,213 3 Ap max 0,02 x D 60 – 231 fz 0,079 0,095 0,109 0,133 0,152 0,166 1 Ap max 0,02 x D 120 – 495 fz 0,140 0,168 0,194 0,236 0,267 0,290 K 2 Ap max 0,02 x D 110 – 462 fz 0,117 0,142 0,164 0,204 0,236 0,266 3 Ap max 0,02 x D 110 – 429 fz 0,094 0,113 0,131 0,163 0,189 0,213 1 Ap max 0,02 x D 50 – 297 fz 0,117 0,142 0,164 0,204 0,236 0,266 S 2 Ap max 0,02 x D3Ap max0,02 x D2525 –– 132132 fz 0,062 0,075 0,087 0,109 0,126 0,143fz0,0620,0750,0870,1090,1260,143 4 Ap max 0,02 x D 50 – 198 fz 0,086 0,104 0,121 0,150 0,174 0,196 H 12 Ap max 0,02 x DAp max0,02 x D8070 –– 462396 fz 0,105 0,126 0,146 0,180 0,206 0,228fz0,0790,0950,1090,1330,1520,166 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. Для повышения качества обработанной поверхности уменьшите подачу на зуб. kennametal.com 25 kennametal.com