Каталог Kennametal инновации 2020.1 - страница 18
Навигация
 Каталог Kennametal инструментальные системы 2018
Каталог Kennametal инструментальные системы 2018 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Основной каталог Kennametal вращающиеся инструменты 2018
Основной каталог Kennametal вращающиеся инструменты 2018 Каталог Kennametal First Choice
Каталог Kennametal First Choice- Оглавление
- Техническая поддержка и сервис
- Контактная информация
- Информация о комплектующих и принадлежностях • Электронный каталог
- Фрезы со сменными пластинами
- Mill 4-12KT • Фрезы для обработки уступов с тангенциальным креплением пластин
- Цельные концевые фрезы
- HARVI II TCDE (5 x D)
- Инструментальные системы
- TACU • Расширение ассортимента
- Техническая информация
- Цельные цанги ER
- Общая информация
- Описания сплавов
- Пояснение к заголовкам таблиц
- Перекрестные ссылки на материалы
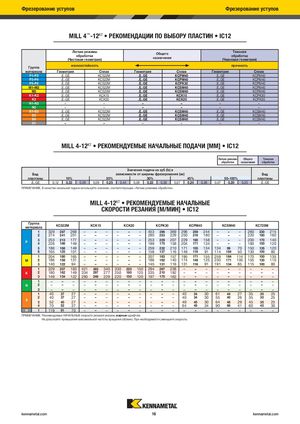
Фрезерование уступов Фрезерование уступов MILL 4™-12KT • РЕКОМЕНДАЦИИ ПО ВЫБОРУ ПЛАСТИН • IC12 Легкие режимыобработки(Чистовая геометрия) Общегоназначения Тяжелаяобработка(Черновая геометрия) Группа износостойкость прочность материала Геометрия Сплав Геометрия Сплав Геометрия Сплав P1–P2 .E..GE KC522M .E..GE KCPM40 .E..GE KCPM40 P3–P4 .E..GE KC522M .E..GE KCPM40 .E..GE KCPM40 P5–P6 .E..GE KC522M .E..GE KCPK30 .E..GE KCPM40 M1–M2 .E..GE KC522M .E..GE KCSM40 .E..GE KCPM40 M3 .E..GE KC522M .E..GE KCSM40 .E..GE KCPM40 K1–K2 .E..GE KCK15 .E..GE KCK15 .E..GE KCPK30 K3 .E..GE KCK20 .E..GE KCK20 .E..GE KCPK30 N1–N2 – – – – – – N3 – – – – – – S1–S2 .E..GE KC522M .E..GE KCSM40 .E..GE KCSM40 S3 .E..GE KC522M .E..GE KCSM40 .E..GE KCSM40 S4 .E..GE KC522M .E..GE KCSM40 .E..GE KCSM40 H1 – – – – – – MILL 4-12KT • РЕКОМЕНДУЕМЫЕ НАЧАЛЬНЫЕ ПОДАЧИ [ММ] • IC12 Легкие режимы Общего Тяжелая обработки назначения обработка Значения подачи на зуб (fz) в Вид зависимости от ширины фрезерования (ae) Вид пластины 10% 20% 30% 40% 50–100% пластины .E..GE 0,12 0,33 0,59 0,09 0,25 0,44 0,08 0,22 0,38 0,07 0,20 0,36 0,07 0,20 0,35 .E..GE ПРИМЕЧАНИЕ. В качестве начальной подачи используйте значения, соответствующие «Легким режимам обработки». MILL 4-12KT • РЕКОМЕНДУЕМЫЕ НАЧАЛЬНЫЕ СКОРОСТИ РЕЗАНИЯ [М/МИН] • IC12 Группаматериала KC522M KCK15 KCK20 KCPK30 KCPM40 KCSM40 KC725M 1 329 287 268 – – – – – – 453 396 369 296 259 244 – – – 260 230 215 2 274 241 201 – – – – – – 280 253 229 250 216 180 – – – 220 190 160 P 3 253 213 177 – – – – – – 253 229 207 229 195 158 – – – 200 170 1404226186149––––––189175158204171134–––180150120 5 186 168 149 – – – – – – 259 232 210 171 155 134 134 99 70 150 135 120 6 165 125 101 – – – – – – 158 137 116 149 116 91 114 184 50 130 100 80 1 204 180 165 – – – – – – 207 183 157 195 171 155 259 184 114 170 150 135 M 2 186 158 131 – – – – – – 186 162 140 174 149 125 230 171 105 155 130 110 3 140 122 94 – – – – – – 145 131 116 131 116 91 191 134 85 115 100 80 1 229 207 183 421 383 340 330 220 150 294 267 238 – – – – – – – – – K 2 180 162 149 334 297 277 250 180 125 235 210 192 – – – – – – – – – 3 149 134 122 280 248 229 220 150 120 197 175 162 – – – – – – – – – 1 – – – – – – – – – – – – – – – – – – – – – N 2 – – – – – – – – – – – – – – – – – – – – – 3 – – – – – – – – – – – – – – – – – – – – – 1 40 37 27 – – – – – – – – – 40 34 30 61 44 27 35 30 25 2 40 37 27 – – – – – – – – – 40 34 30 55 40 26 35 30 25 S 3 52 40 27 – – – – – – – – – 49 40 30 64 46 29 45 35 25 4 70 52 37 – – – – – – – – – 64 49 34 90 66 41 60 45 30 H 1 119 91 70 – – – – – – – – – – – – – – – – – – ПРИМЕЧАНИЕ. Рекомендуемые НАЧАЛЬНЫЕ скорости резания указаны жирным шрифтом. Не допускайте превышения максимальной частоты вращения (об/мин). При необходимости уменьшите скорость. kennametal.com 16 kennametal.com