Основной каталог Karnasch 2021 - страница 1370
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021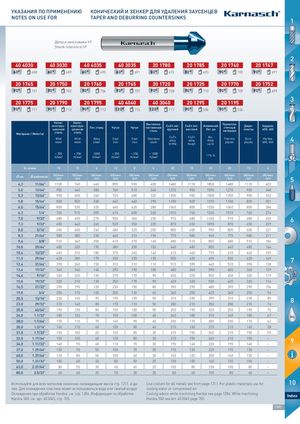
УКАЗАНИЯ ПО ПРИМЕНЕНИЮ КОНИЧЕСКИЙ И ЗЕНКЕР ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ NOTES ON USE FOR TAPER AND DEBURRING COUNTERSINKS 1 Допуск хвостовика h9 Shank tolerance h9 2 40 440030 40 330030 40 440035 40 330035 20 117780 20 117785 20 117740 20 117747 60° 688 60° 689 60° 690 60° 691 82° 692 82° 693 90° 700 90° 697 20 117745 20 117750 20 117760 20 117765 20 117720 20 117725 20 117770 20 117752 90° 701 90° 702 90° 706 90° 707 90° 708 90° 710 90° 709 90° 699 20 117775 20 117790 20 117795 40 440040 40 330040 20 112295 20 111195 3 90° 711 90° 712 90° 713 120° 716 120° 717 90° 536 90° 536 Нелег. Нелег.конструк-ционнаяконструк-ционнаяЛег. стальЧугунМатериал / MaterialстальстальЧугунВысокока-чественнаястальCuZn лег.хрупкийCuZn лег.жесткийАлюминийЛег. доТермопла-стичныйматериалДюро-пластыХардокс400, 450 Mild Mild AlloysteelsteelsteelCastironCastiron Stainlesssteel CuZnalloybrittleCuZnalloytoughAlu.Alloyup toThermo- Duro- Hardoxplasticplastic400, 4504 < 700 > 700 1000 < 250 > 250 < 1000H/мм²H/мм²H/мм²H/мм²H/мм²H/мм² 11% Si Vc м/мин 15 10 6 12 8 6 20 15 25 20 15 6 мм дюймовый Об/минrpm Об/минrpm Об/минrpm Об/минrpm Об/минrpm Об/минrpm Об/минrpm Об/минrpm Об/минrpm Об/минrpm Об/минrpm Об/минrpm 5 4,3 11/64" 1100 740 440 890 590 400 1480 1110 1850 1480 1110 402 5,0 13/64" 950 640 380 760 510 340 1270 950 1590 1270 950 348 5,3 13/64" 900 600 360 720 480 320 1200 900 1500 1200 900 332 5,8 15/64" 820 550 330 660 440 290 1100 820 1370 1100 820 301 6,0 15/64" 800 530 320 640 420 280 1060 800 1330 1060 800 286 6,3 1/4" 760 510 300 610 400 260 1010 760 1260 1010 760 274 7,0 9/32" 680 450 270 550 360 230 910 680 1140 910 680 249 6 7,3 9/32" 650 440 260 520 350 220 870 650 1090 870 650 239 8,0 5/16" 600 400 240 480 320 200 800 600 990 800 600 221 8,3 21/64" 580 380 230 460 310 190 770 580 960 770 580 211 9,4 3/8" 510 340 200 410 270 160 680 510 850 680 510 186 10,0 25/64" 480 320 190 380 250 150 640 480 800 640 480 164 10,4 13/32" 460 310 180 370 240 140 610 460 770 610 460 159 11,5 29/64" 420 280 170 330 220 130 550 420 690 550 420 149 7 12,4 31/64" 390 260 150 310 210 110 510 390 640 510 390 138 13,4 17/32" 360 240 140 290 190 100 480 360 590 480 360 129 MAC 14,4 9/16" 340 220 130 270 170 90 450 320 550 450 320 119 15,0 19/32" 320 210 130 250 170 90 420 320 530 420 320 116 16,5 21/32" 290 190 120 230 150 80 390 290 480 390 290 106 19,0 3/4" 250 170 100 200 130 60 340 250 420 340 250 94 20,5 13/16" 230 160 90 190 120 50 310 230 390 310 230 85 8 23,0 29/32" 210 140 80 170 110 50 280 210 350 280 210 76 25,0 63/64" 190 130 80 150 100 50 250 190 320 250 190 70 26,0 1.1/32" 180 120 70 150 100 40 240 180 310 240 180 67 OIL 28,0 1.7/64" 170 110 70 140 90 40 230 170 280 230 170 62 30,0 1.3/16" 160 110 60 130 80 40 210 160 270 210 160 58 31,0 1.7/32" 150 100 60 120 80 30 210 150 260 210 150 55 32,0 1.17/64" 150 100 60 120 80 30 210 150 260 210 150 – 9 34,0 1.11/32" 140 90 60 110 70 30 190 140 230 190 140 – 37,0 1.29/64" 130 90 50 100 70 30 170 130 220 170 130 – 40,0 1.37/64" 120 80 50 100 60 30 160 120 200 160 120 – 50,0 1.31/32" 100 60 40 80 50 20 130 100 160 130 100 – 63,0 2.31/64" 80 50 30 60 40 20 100 80 130 100 80 – 80,0 3.5/32" 60 40 20 50 30 20 80 60 100 80 60 – Используйте для всех металлов смазочно-охлаждающие масла стр. 1211. и да- Use coolant for all metals see from page 1211. For plastic materials use for 10 лее. Для охлаждения пластика может использоваться вода или сжатый воздух. cooling water or compressed air. Охлаждение при обработке Hardox: см. стр. 1286. Информация по обработке Cooling advice while machining Hardox see page 1286. While machining Index Hardox 500: см. арт. 40 3045, стр. 705. Hardox 500 see Art. 40 3045 page 705. 1391 HINES