Основной каталог Karnasch 2021 - страница 1322
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021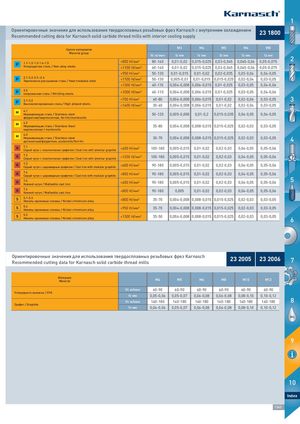
1 Ориентировочные значения для использования твердосплавных резьбовых фрез Karnasch с внутренним охлаждениемRecommended cutting data for Karnasch solid carbide thread mills with interior cooling supply23 118800 Группа материалов M3 M4 M5 M6 M8 Material group Vc м/мин fz мм fz мм fz мм fz мм fz мм P 1.1-1.2-1.3-1.4-1.5Углеродистая сталь / Non-alloy steels <850 Н/мм² 80-160 0,01-0,02 0,015-0,025 0,03-0,045 0,045-0,06 0,05-0,075 2<1100 Н/мм²60-1400,01-0,020,015-0,0250,03-0,0450,045-0,060,05-0,075 <950 Н/мм² 50-130 0,01-0,015 0,01-0,02 0,02-0,035 0,03-0,04 0,04-0,05 P 2.1-2.2-2.3.-2.4Термически улучшаемая сталь / Heat treatable steel <1100 Н/мм² 50-130 0,005-0,01 0,01-0,015 0,015-0,025 0,02-0,04 0,03-0,05 <1300 Н/мм² 40-110 0,004-0,008 0,006-0,015 0,01-0,025 0,03-0,05 0,04-0,06 P 2.5нитрованная сталь / Nitriding steels <1000 Н/мм² 40-110 0,004-0,008 0,006-0,015 0,01-0,025 0,03-0,05 0,04-0,06 P 3.1-3.2Высоколегированная сталь / High alloyed steels <700 Н/мм² 40-80 0,004-0,008 0,006-0,015 0,01-0,02 0,02-0,04 0,03-0,05 3<1400 Н/мм²30-600,004-0,0080,006-0,0150,01-0,020,02-0,040,03-0,05 M 4.1Нержавеющая сталь / Stainless steel 50-120 0,005-0,008 0,01-0,2 0,015-0,035 0,04-0,05 0,04-0,05 ферритная/мартенситная, ferritic/martensitic M 4.2Нержавеющая сталь / Stainless Steel 35-80 0,004-0,008 0,008-0,015 0,015-0,025 0,02-0,03 0,03-0,05 мартенситная / martensitic M 4.3Нержавеющая сталь / Stainless steelаустенитная/ферритная, austensitic/ferritic 30-70 0,004-0,008 0,008-0,015 0,015-0,025 0,02-0,03 0,03-0,05 4 K 7.1Серый чугун с пластинчатым графитом / Cast iron with lamellar graphite<600 Н/мм² 100-180 0,005-0,015 0,01-0,02 0,02-0,03 0,04-0,05 0,05-0,06 K 7.2Серый чугун с пластинчатым графитом / Cast iron with lamellar graphite<1200 Н/мм² 100-180 0,005-0,015 0,01-0,02 0,02-0,03 0,04-0,05 0,05-0,06 K 7.3Серый чугун с шаровидным графитом / Cast iron with modular graphite <600 Н/мм² 90-180 0,005-0,015 0,01-0,02 0,02-0,03 0,04-0,05 0,05-0,06 K 7.4Серый чугун с шаровидным графитом / Cast iron with modular graphite <850 Н/мм² 90-180 0,005-0,015 0,01-0,02 0,02-0,03 0,04-0,05 0,05-0,06 K 7.5Ковкий чугун / Malleable cast iron <450 Н/мм² 90-180 0,005-0,015 0,01-0,02 0,02-0,03 0,04-0,05 0,05-0,06 5 K 7.6Ковкий чугун / Malleable cast iron <800 Н/мм² 90-180 0,005 0,01-0,02 0,02-0,03 0,04-0,05 0,05-0,06 S 5.1-5.3Никель-хромовые сплавы / Nickel-chromium alloy <800 Н/мм² 35-70 0,004-0,008 0,008-0,015 0,015-0,025 0,02-0,03 0,03-0,05 S 5.4Никель-хромовые сплавы / Nickel-chromium alloy <950 Н/мм² 35-70 0,004-0,008 0,008-0,015 0,015-0,025 0,02-0,03 0,03-0,05 S 5.5Никель-хромовые сплавы / Nickel-chromium alloy <1300 Н/мм² 35-50 0,004-0,008 0,008-0,015 0,015-0,025 0,02-0,03 0,03-0,05 6 Ориентировочные значения для использования твердосплавных резьбовых фрез KarnaschRecommended cutting data for Karnasch solid carbide thread mills23 220005 23 220006 7 MAC МатериалMaterial M4 M5 M6 M8 M10 M12 Vc м/мин 60-90 60-90 60-90 60-90 60-90 60-90 Углеродного волокна / CFK fz мм 0,05-0,06 0,05-0,07 0,06-0,08 0,06-0,08 0,08-0,10 0,10-0,12 Vc м/мин 140-180 140-180 140-180 140-180 140-180 140-180 8 Графит / Graphite fz мм 0,04-0,06 0,05-0,07 0,06-0,08 0,06-0,08 0,08-0,10 0,10-0,12 OIL 9 10 Index 1343 HINES