Основной каталог Karnasch 2021 - страница 1280
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021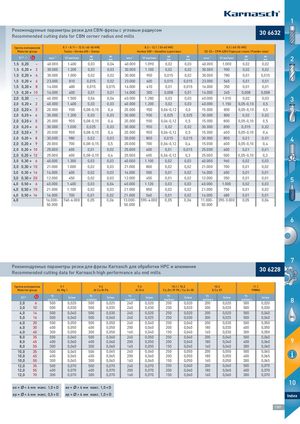
1 Рекомендуемые параметры резки для CBN-фрезы с угловым радиусомRecommended cutting data for CBN corner radius end mills 30 666632 Группа материалов 8.1 – 8.11 – 12.0 / 45-55 HRC 8.2 – 12.1 / 55-60 HRC 8.3 / 60-70 HRC Material group Toolox – Hardox 400 – Stavax Hardox 500 – Vanadis4 superclean DC 53 – CPM 420V Порошок стали / Powder steel D1* r l3 мин-1 Vf мм/мин apмм aeмм мин-1 Vf мм/мин apмм aeмм мин-1 Vf мм/мин apмм aeмм 2 1,5 0,20 – 40.000 1.400 0,03 0,04 40.000 1.090 0,02 0,03 40.000 1.000 0,02 0,02 1,5 0,20 × 2 30.000 1.200 0,03 0,03 30.000 1.100 0,02 0,02 30.000 900 0,02 0,02 1,5 0,20 × 4 30.000 1.000 0,02 0,02 30.000 900 0,015 0,02 30.000 780 0,01 0,015 1,5 0,20 × 6 23.000 810 0,015 0,02 23.000 600 0,015 0,015 23.000 565 0,01 0,01 1,5 0,20 × 8 16.000 480 0,015 0,015 16.000 410 0,01 0,015 16.000 350 0,01 0,01 1,5 0,20 × 10 16.000 400 0,01 0,01 16.000 300 0,008 0,01 16.000 245 0,008 0,008 2,0 0,20 – 40.000 1.500 0,04 0,04 40.000 1.280 0,03 0,03 40.000 1.010 0,02 0,03 3 2,0 0,20 × 2 40.000 1.400 0,03 0,03 40.000 1.200 0,02 0,03 40.000 1.150 0,05-0,10 0,5 2,0 0,20 × 3 20.000 900 0,08-0,15 0,6 20.000 900 0,06-0,12 0,5 15.000 800 0,05-0,10 0,5 2,0 0,20 × 4 30.000 1.200 0,03 0,03 30.000 900 0,025 0,025 30.000 800 0,02 0,02 2,0 0,20 × 5 20.000 900 0,08-0,15 0,6 20.000 900 0,06-0,12 0,5 15.000 800 0,05-0,10 0,5 2,0 0,20 × 6 30.000 1.000 0,025 0,03 30.000 900 0,02 0,02 30.000 800 0,015 0,02 2,0 0,20 × 7 20.000 900 0,08-0,15 0,6 20.000 900 0,06-0,12 0,5 15.000 600 0,05-0,10 0,4 2,0 0,20 × 8 30.000 980 0,02 0,03 30.000 800 0,015 0,015 30.000 800 0,01 0,01 4 2,0 0,20 × 9 20.000 700 0,08-0,15 0,5 20.000 700 0,06-0,12 0,4 15.000 600 0,05-0,10 0,4 2,0 0,20 × 10 25.000 600 0,01 0,02 25.000 600 0,01 0,015 25.000 600 0,01 0,01 2,0 0,20 × 12 25.000 600 0,08-0,15 0,4 25.000 600 0,06-0,12 0,3 25.000 500 0,05-0,10 0,3 3,0 0,30 × 6 40.000 1.300 0,03 0,03 40.000 1.100 0,02 0,03 40.000 960 0,02 0,03 3,0 0,30 × 10 21.000 1.000 0,02 0,03 21.000 800 0,02 0,02 21.000 700 0,01 0,02 3,0 0,30 × 16 16.000 600 0,02 0,03 16.000 500 0,01 0,02 16.000 450 0,01 0,01 3,0 0,30 × 20 12.000 450 0,02 0,03 12.000 450 0,01 0,02 12.000 350 0,01 0,01 5 4,0 0,50 × 6 40.000 1.400 0,03 0,04 40.000 1.120 0,03 0,03 40.000 1.000 0,02 0,03 4,0 0,50 × 10 21.000 1.100 0,02 0,03 21.000 850 0,02 0,02 21.000 750 0,01 0,02 4,0 0,50 × 16 16.000 700 0,01 0,02 21.000 560 0,01 0,02 16.000 480 0,01 0,01 6,0 16.000- 740-6.000 0,05 0,06 13.000- 590-4.000 0,05 0,06 11.000- 390-3.000 0,05 0,06 50.000 50.000 50.000 6 7 Рекомендуемые параметры резки для фрезы Karnasch для обработки HPC и алюминияRecommended cutting data for Karnasch high performance alu end mills 30 662228 MAC Группа материалов 9.1 9.2 9.3 10.1 / 10.2 10.3 11.1 Material group AL Mg 1 Al Cu Bi Pb Al Si 6 Cu Zin 39 Pb / Cu Zn 30 E Cu 57 PMMA D1* l3 Vcмм/мин fz/мм Vcмм/мин fz/мм Vcмм/мин fz/мм Vcмм/мин fz/мм Vcмм/мин fz/мм Vcмм/мин fz/мм2,065000,0205000,0252400,0202500,0202000,0205000,0208 3,0 10 500 0,030 500 0,035 240 0,030 250 0,020 200 0,020 500 0,030 4,0 14 500 0,040 500 0,030 240 0,020 250 0,020 200 0,020 500 0,040 5,0 16 500 0,040 500 0,040 240 0,025 250 0,030 200 0,025 500 0,040 OIL 6,0 20 500 0,050 500 0,050 240 0,040 250 0,040 200 0,030 500 0,050 6,0 30 400 0,050 400 0,050 200 0,040 200 0,040 180 0,030 400 0,050 6,0 40 300 0,050 300 0,050 160 0,040 150 0,040 160 0,030 300 0,050 8,0 35 500 0,060 500 0,060 240 0,050 250 0,040 200 0,040 500 0,060 8,0 45 400 0,060 400 0,060 200 0,050 200 0,040 180 0,040 400 0,060 9 8,0 55 300 0,060 300 0,060 160 0,050 150 0,040 160 0,040 300 0,060 10,0 35 500 0,065 500 0,065 240 0,060 250 0,050 200 0,050 500 0,065 10,0 45 400 0,065 400 0,065 200 0,060 200 0,050 180 0,050 400 0,065 10,0 55 300 0,065 300 0,065 160 0,060 150 0,050 160 0,050 300 0,065 12,0 35 500 0,070 500 0,070 240 0,070 250 0,060 200 0,060 500 0,070 12,0 55 400 0,070 400 0,070 200 0,070 200 0,060 180 0,060 400 0,070 12,0 70 300 0,070 300 0,070 160 0,070 150 0,060 160 0,060 300 0,070 10 ae = < 4 мм макс. 1,0 × D ae = > 4 мм макс. 1,0 × D ap = < 4 мм макс. 0,5 × D ap = > 4 мм макс. 1,0 × D Index 1301 HINES