Каталог Iscar вращающийся инструмент 2017 - страница 832
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022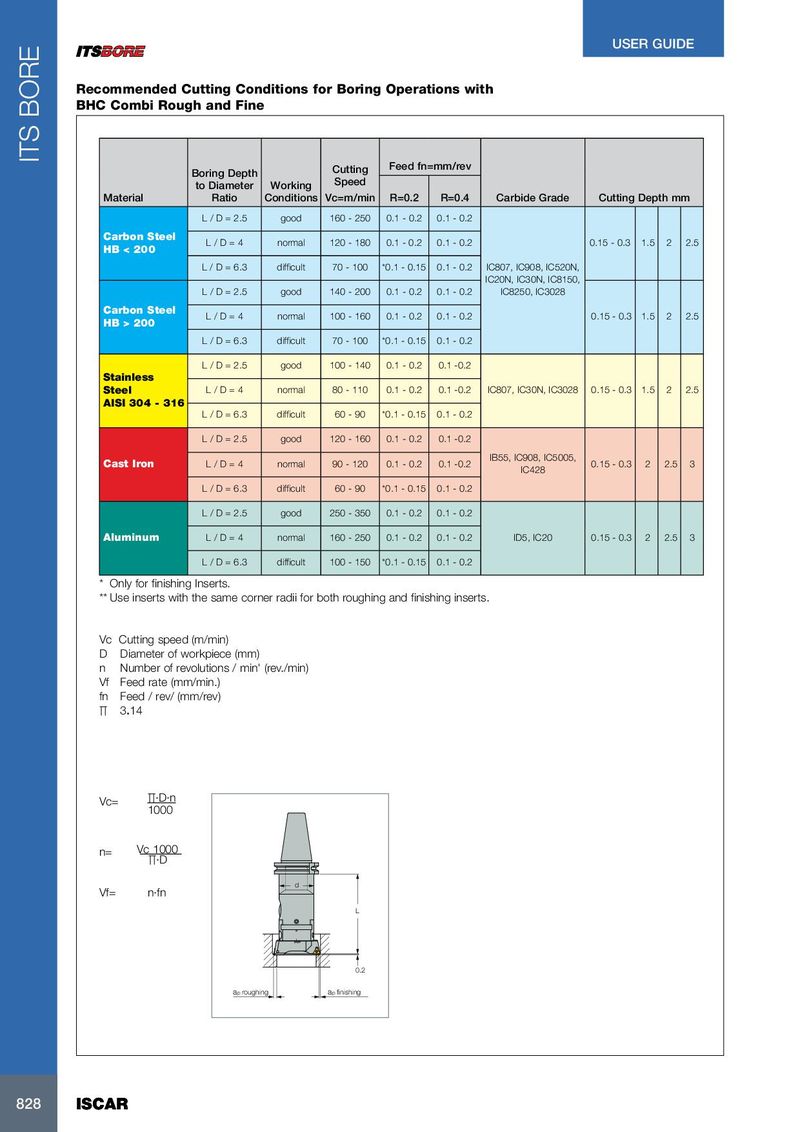
USER GUIDE Recommended Cutting Conditions for Boring Operations with BHC Combi Rough and Fine ITS BORE Feed fn=mm/rev Boring Depth Cutting to Diameter Working Speed Material Ratio Conditions Vc=m/min R=0.2 R=0.4 Carbide Grade Cutting Depth mm L / D = 2.5 good 160 - 250 0.1 - 0.2 0.1 - 0.2 Carbon Steel L / D = 4 normal 120 - 180 0.1 - 0.2 0.1 - 0.2 0.15 - 0.3 1.5 2 2.5 HB < 200 L / D = 6.3 difficult 70 - 100 *0.1 - 0.15 0.1 - 0.2 IC807, IC908, IC520N, IC20N, IC30N, IC8150, L / D = 2.5 good 140 - 200 0.1 - 0.2 0.1 - 0.2 IC8250, IC3028 Carbon Steel L / D = 4 normal 100 - 160 0.1 - 0.2 0.1 - 0.2 0.15 - 0.3 1.5 2 2.5 HB > 200 L / D = 6.3 difficult 70 - 100 *0.1 - 0.15 0.1 - 0.2 L / D = 2.5 good 100 - 140 0.1 - 0.2 0.1 -0.2 Stainless Steel L / D = 4 normal 80 - 110 0.1 - 0.2 0.1 -0.2 IC807, IC30N, IC3028 0.15 - 0.3 1.5 2 2.5 AISI 304 - 316 L / D = 6.3 difficult 60 - 90 *0.1 - 0.15 0.1 - 0.2 L / D = 2.5 good 120 - 160 0.1 - 0.2 0.1 -0.2 IB55, IC908, IC5005, Cast Iron L / D = 4 normal 90 - 120 0.1 - 0.2 0.1 -0.2 0.15 - 0.3 2 2.5 3 IC428 L / D = 6.3 difficult 60 - 90 *0.1 - 0.15 0.1 - 0.2 L / D = 2.5 good 250 - 350 0.1 - 0.2 0.1 - 0.2 Aluminum L / D = 4 normal 160 - 250 0.1 - 0.2 0.1 - 0.2 ID5, IC20 0.15 - 0.3 2 2.5 3 L / D = 6.3 difficult 100 - 150 *0.1 - 0.15 0.1 - 0.2 * Only for finishing Inserts. ** Use inserts with the same corner radii for both roughing and finishing inserts. Vc Cutting speed (m/min) D Diameter of workpiece (mm) n Number of revolutions / min' (rev./min) Vf Feed rate (mm/min.) fn Feed / rev/ (mm/rev) ∏ 3.14 ∏·D·n Vc= 1000 n= Vc 1000 ∏·D d Vf= n·fn L 0.2 ap roughing ap finishing 828 828 ISCAR ISCAR