Каталог Iscar вращающийся инструмент 2017 - страница 829
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022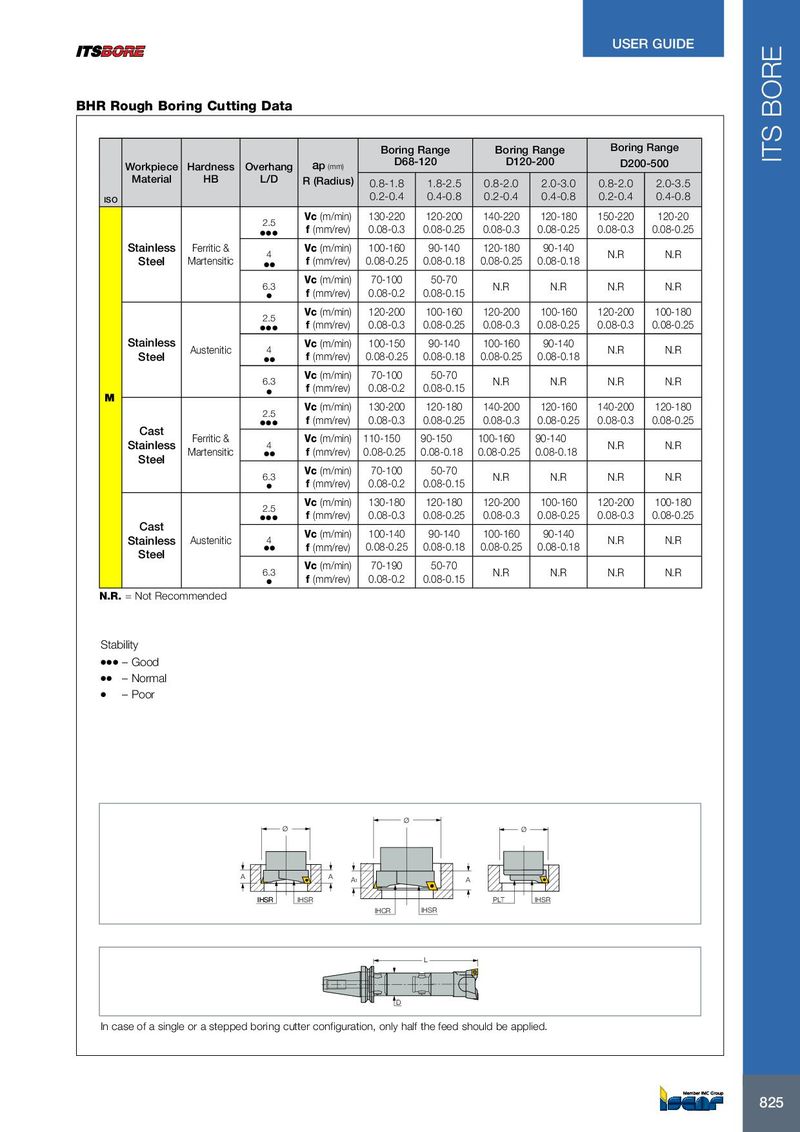
USER GUIDE BHR Rough Boring Cutting Data Boring Range Boring Range Boring Range ITS BORE Workpiece Hardness Overhang ap (mm) D68-120 D120-200 D200-500 Material HB L/D R (Radius) 0.8-1.8 1.8-2.5 0.8-2.0 2.0-3.0 0.8-2.0 2.0-3.5 ISO 0.2-0.4 0.4-0.8 0.2-0.4 0.4-0.8 0.2-0.4 0.4-0.8 Vc (m/min) 130-220 120-200 140-220 120-180 150-220 120-20 2.5 ● ● ● f (mm/rev) 0.08-0.3 0.08-0.25 0.08-0.3 0.08-0.25 0.08-0.3 0.08-0.25 Stainless Ferritic & Vc (m/min) 100-160 90-140 120-180 90-140 4 N.R N.R Steel Martensitic ● ● f (mm/rev) 0.08-0.25 0.08-0.18 0.08-0.25 0.08-0.18 Vc (m/min) 70-100 50-70 6.3 N.R N.R N.R N.R ● f (mm/rev) 0.08-0.2 0.08-0.15 Vc (m/min) 120-200 100-160 120-200 100-160 120-200 100-180 2.5 ● ● ● f (mm/rev) 0.08-0.3 0.08-0.25 0.08-0.3 0.08-0.25 0.08-0.3 0.08-0.25 Stainless Vc (m/min) 100-150 90-140 100-160 90-140 Austenitic 4 N.R N.R Steel ● ● f (mm/rev) 0.08-0.25 0.08-0.18 0.08-0.25 0.08-0.18 Vc (m/min) 70-100 50-70 6.3 N.R N.R N.R N.R ● f (mm/rev) 0.08-0.2 0.08-0.15 M Vc (m/min) 130-200 120-180 140-200 120-160 140-200 120-180 2.5 ● ● ● f (mm/rev) 0.08-0.3 0.08-0.25 0.08-0.3 0.08-0.25 0.08-0.3 0.08-0.25 Cast Ferritic & Vc (m/min) 110-150 90-150 100-160 90-140 Stainless 4 N.R N.R Martensitic ● ● f (mm/rev) 0.08-0.25 0.08-0.18 0.08-0.25 0.08-0.18 Steel Vc (m/min) 70-100 50-70 6.3 N.R N.R N.R N.R ● f (mm/rev) 0.08-0.2 0.08-0.15 Vc (m/min) 130-180 120-180 120-200 100-160 120-200 100-180 2.5 ● ● ● f (mm/rev) 0.08-0.3 0.08-0.25 0.08-0.3 0.08-0.25 0.08-0.3 0.08-0.25 Cast Vc (m/min) 100-140 90-140 100-160 90-140 Stainless Austenitic 4 N.R N.R ● ● f (mm/rev) 0.08-0.25 0.08-0.18 0.08-0.25 0.08-0.18 Steel Vc (m/min) 70-190 50-70 6.3 N.R N.R N.R N.R ● f (mm/rev) 0.08-0.2 0.08-0.15 N.R. = Not Recommended Stability ● ● ● – Good ● ● – Normal ● – Poor Ø Ø Ø A A A1 A IHSR IHSR IHSR PLT IHSR IHCR IHSR L D In case of a single or a stepped boring cutter configuration, only half the feed should be applied. 825 825