Каталог Iscar вращающийся инструмент 2017 - страница 823
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022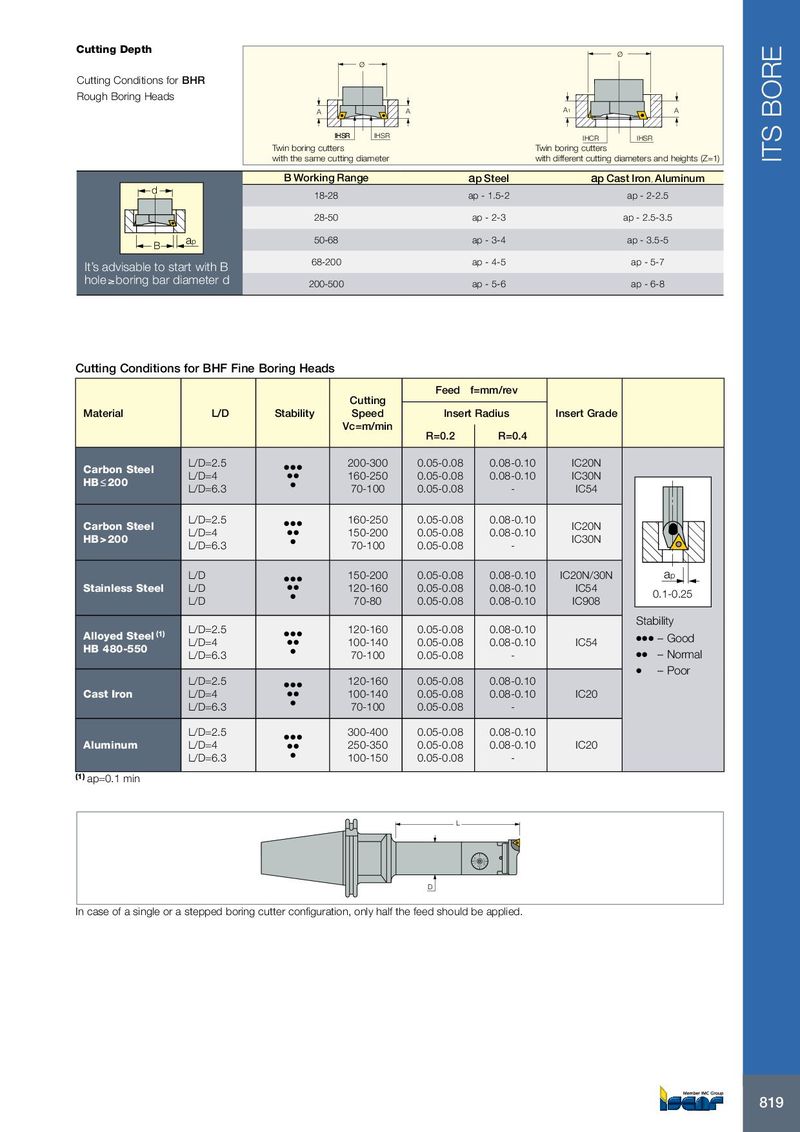
Cutting Depth Ø Ø Cutting Conditions for BHR Rough Boring Heads A A A1 A IHSR IHSR IHSR IHCR IHSR Twin boring cutters Twin boring cutters with the same cutting diameter with different cutting diameters and heights (Z=1) ITS BORE B Working Range ap Steel ap Cast Iron , Aluminum d 18-28 ap - 1.5-2 ap - 2-2.5 28-50 ap - 2-3 ap - 2.5-3.5 ap 50-68 ap - 3-4 ap - 3.5-5 B 68-200 ap - 4-5 ap - 5-7 It’s advisable to start with B hole ≥ boring bar diameter d 200-500 ap - 5-6 ap - 6-8 Cutting Conditions for BHF Fine Boring Heads Feed f=mm/rev Cutting Material L/D Stability Speed Insert Radius Insert Grade Vc=m/min R=0.2 R=0.4 L/D=2.5 ● ● ● 200-300 0.05-0.08 0.08-0.10 IC20N Carbon Steel L/D=4 ● ● 160-250 0.05-0.08 0.08-0.10 IC30N HB ≤ 200 ● L/D=6.3 70-100 0.05-0.08 - IC54 L/D=2.5 ● ● ● 160-250 0.05-0.08 0.08-0.10 Carbon Steel IC20N L/D=4 ● ● 150-200 0.05-0.08 0.08-0.10 HB > 200 ● IC30N L/D=6.3 70-100 0.05-0.08 - L/D ● ● ● 150-200 0.05-0.08 0.08-0.10 IC20N/30N ap Stainless Steel L/D ● ● 120-160 0.05-0.08 0.08-0.10 IC54 ● 0.1-0.25 L/D 70-80 0.05-0.08 0.08-0.10 IC908 Stability L/D=2.5 ● ● ● 120-160 0.05-0.08 0.08-0.10 Alloyed Steel (1) ● ● ● L/D=4 ● ● 100-140 0.05-0.08 0.08-0.10 IC54 – Good HB 480-550 ● L/D=6.3 70-100 0.05-0.08 - ● ● – Normal ● – Poor L/D=2.5 ● ● ● 120-160 0.05-0.08 0.08-0.10 Cast Iron L/D=4 ● ● 100-140 0.05-0.08 0.08-0.10 IC20 ● L/D=6.3 70-100 0.05-0.08 - L/D=2.5 ● ● ● 300-400 0.05-0.08 0.08-0.10 Aluminum L/D=4 ● ● 250-350 0.05-0.08 0.08-0.10 IC20 ● L/D=6.3 100-150 0.05-0.08 - (1) ap=0.1 min L 0 .0005 .0015 .001 D In case of a single or a stepped boring cutter configuration, only half the feed should be applied. 819