Каталог Iscar вращающийся инструмент 2017 - страница 721
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022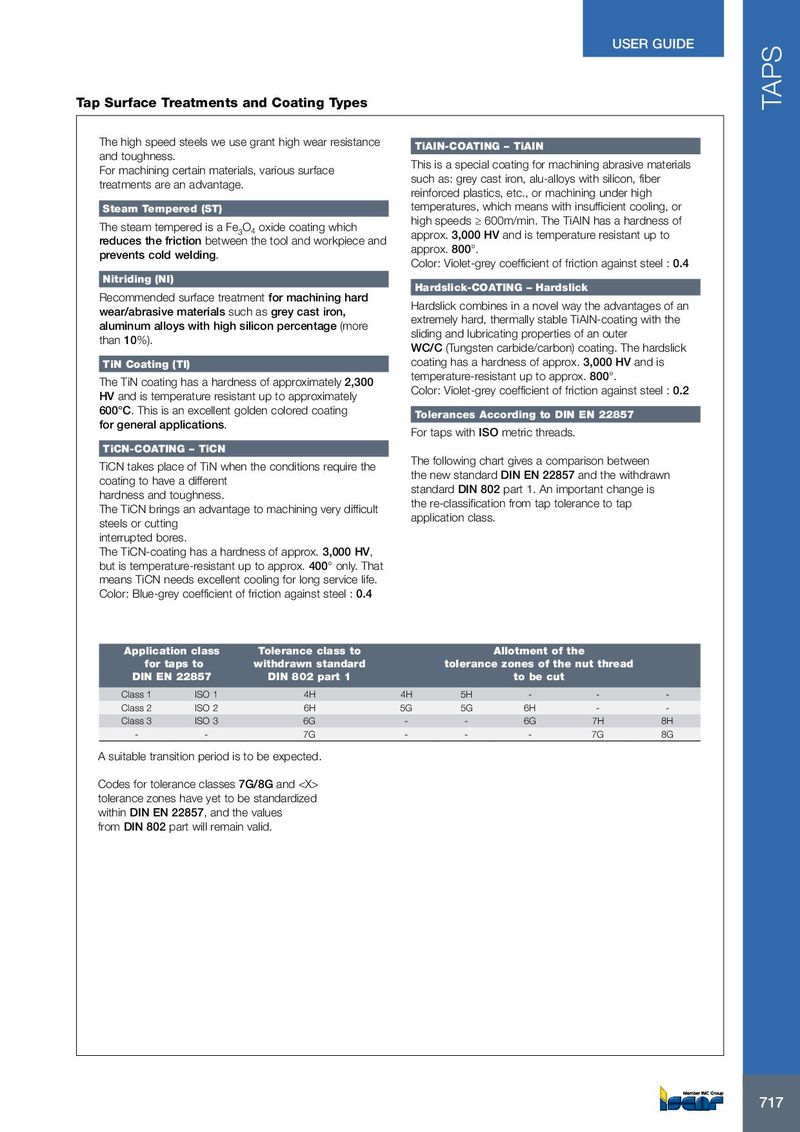
USER GUIDE
Tap Surface Treatments and Coating Types TAPS
The high speed steels we use grant high wear resistance TiAIN-COATING – TiAIN
and toughness.
This is a special coating for machining abrasive materials
For machining certain materials, various surface
such as: grey cast iron, alu-alloys with silicon, fiber
treatments are an advantage.
reinforced plastics, etc., or machining under high
Steam Tempered (ST) temperatures, which means with insufficient cooling, or
high speeds ≥ 600m/min. The TiAIN has a hardness of
The steam tempered is a Fe O
3 4 oxide coating which
approx. 3,000 HV and is temperature resistant up to
reduces the friction between the tool and workpiece and
approx. 800°.
prevents cold welding.
Color: Violet-grey coefficient of friction against steel : 0.4
Nitriding (NI)
Hardslick-COATING – Hardslick
Recommended surface treatment for machining hard
Hardslick combines in a novel way the advantages of an
wear/abrasive materials such as grey cast iron,
extremely hard, thermally stable TiAIN-coating with the
aluminum alloys with high silicon percentage (more
sliding and lubricating properties of an outer
than 10%).
WC/C (Tungsten carbide/carbon) coating. The hardslick
TiN Coating (TI) coating has a hardness of approx. 3,000 HV and is
temperature-resistant up to approx. 800°.
The TiN coating has a hardness of approximately 2,300
Color: Violet-grey coefficient of friction against steel : 0.2
HV and is temperature resistant up to approximately
600°C. This is an excellent golden colored coating Tolerances According to DIN EN 22857
for general applications.
For taps with ISO metric threads.
TiCN-COATING – TiCN
The following chart gives a comparison between
TiCN takes place of TiN when the conditions require the
the new standard DIN EN 22857 and the withdrawn
coating to have a different
standard DIN 802 part 1. An important change is
hardness and toughness.
the re-classification from tap tolerance to tap
The TiCN brings an advantage to machining very difficult
application class.
steels or cutting
interrupted bores.
The TiCN-coating has a hardness of approx. 3,000 HV,
but is temperature-resistant up to approx. 400° only. That
means TiCN needs excellent cooling for long service life.
Color: Blue-grey coefficient of friction against steel : 0.4
Application class Tolerance class to Allotment of the
for taps to withdrawn standard tolerance zones of the nut thread
DIN EN 22857 DIN 802 part 1 to be cut
Class 1 ISO 1 4H 4H 5H - - -
Class 2 ISO 2 6H 5G 5G 6H - -
Class 3 ISO 3 6G - - 6G 7H 8H
- - 7G - - - 7G 8G
A suitable transition period is to be expected.
Codes for tolerance classes 7G/8G and