Каталог Iscar вращающийся инструмент 2017 - страница 661
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022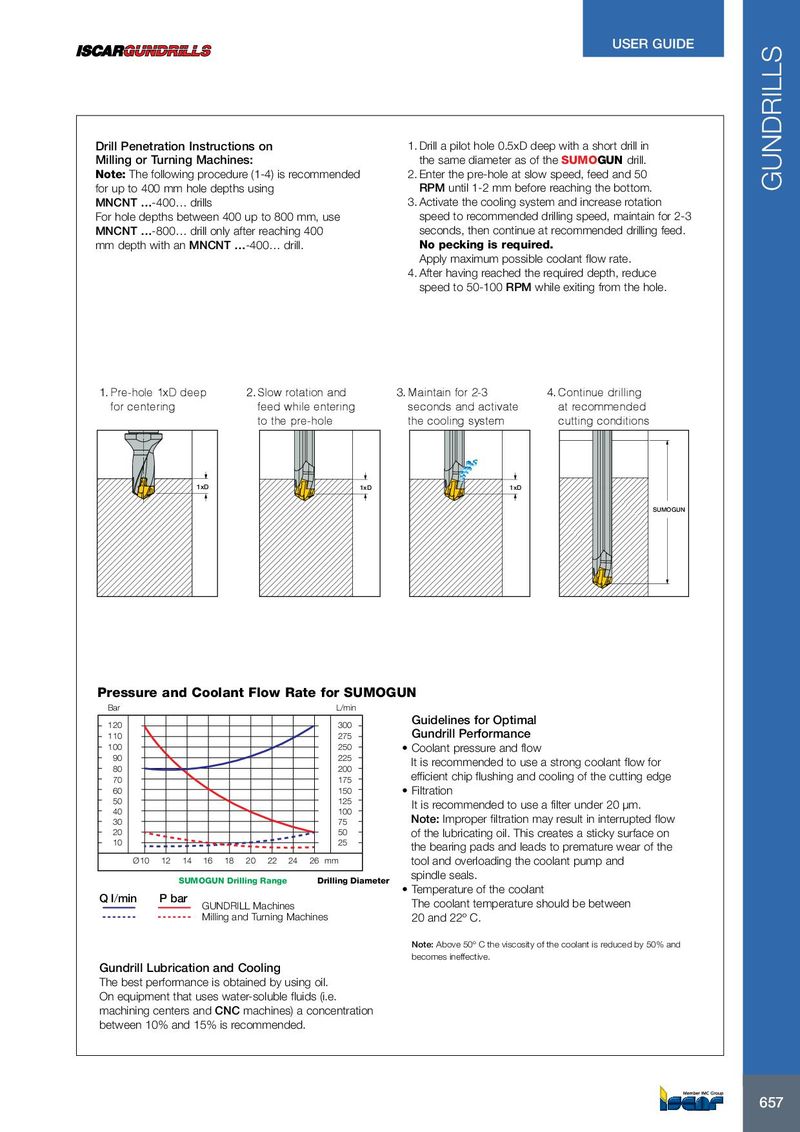
USER GUIDE Drill Penetration Instructions on 1. Drill a pilot hole 0.5xD deep with a short drill in Milling or Turning Machines: the same diameter as of the SUMOGUN drill. Note: The following procedure (1-4) is recommended 2. Enter the pre-hole at slow speed, feed and 50 for up to 400 mm hole depths using RPM until 1-2 mm before reaching the bottom. MNCNT …-400… drills 3. Activate the cooling system and increase rotation For hole depths between 400 up to 800 mm, use speed to recommended drilling speed, maintain for 2-3 MNCNT …-800… drill only after reaching 400 seconds, then continue at recommended drilling feed. mm depth with an MNCNT …-400… drill. No pecking is required. Apply maximum possible coolant flow rate. 4. After having reached the required depth, reduce speed to 50-100 RPM while exiting from the hole. 1. Pre-hole 1xD deep 2. Slow rotation and 3. Maintain for 2-3 4. Continue drilling for centering feed while entering seconds and activate at recommended to the pre-hole the cooling system cutting conditions 1xD 1xD 1xD SUMOGUN GUNDRILLS Pressure and Coolant Flow Rate for SUMOGUN Bar L/min Guidelines for Optimal 120 300 110 275 Gundrill Performance 100 250 • Coolant pressure and flow 90 225 It is recommended to use a strong coolant flow for 80 200 70 175 efficient chip flushing and cooling of the cutting edge 60 150 • Filtration 50 125 It is recommended to use a filter under 20 µm. 40 100 30 75 Note: Improper filtration may result in interrupted flow 20 50 of the lubricating oil. This creates a sticky surface on 10 25 the bearing pads and leads to premature wear of the Ø 10 12 14 16 18 20 22 24 26 mm tool and overloading the coolant pump and spindle seals. SUMOGUN Drilling Range Drilling Diameter • Temperature of the coolant Q l/min P bar GUNDRILL Machines The coolant temperature should be between Milling and Turning Machines 20 and 22º C. Note: Above 50º C the viscosity of the coolant is reduced by 50% and becomes ineffective. Gundrill Lubrication and Cooling The best performance is obtained by using oil. On equipment that uses water-soluble fluids (i.e. machining centers and CNC machines) a concentration between 10% and 15% is recommended. 657