Каталог Iscar вращающийся инструмент 2017 - страница 640
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022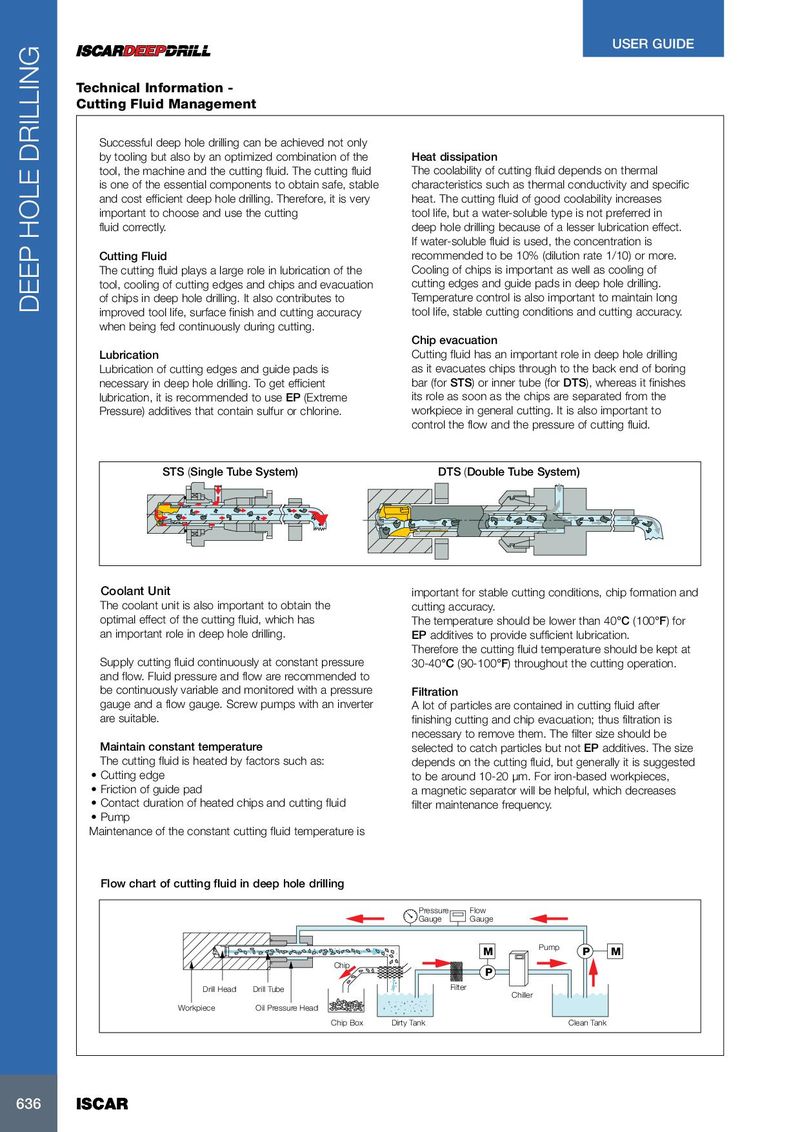
USER GUIDE Technical Information - Cutting Fluid Management Successful deep hole drilling can be achieved not only by tooling but also by an optimized combination of the Heat dissipation tool, the machine and the cutting fluid. The cutting fluid The coolability of cutting fluid depends on thermal is one of the essential components to obtain safe, stable characteristics such as thermal conductivity and specific and cost efficient deep hole drilling. Therefore, it is very heat. The cutting fluid of good coolability increases important to choose and use the cutting tool life, but a water-soluble type is not preferred in fluid correctly. deep hole drilling because of a lesser lubrication effect. If water-soluble fluid is used, the concentration is Cutting Fluid recommended to be 10% (dilution rate 1/10) or more. The cutting fluid plays a large role in lubrication of the Cooling of chips is important as well as cooling of tool, cooling of cutting edges and chips and evacuation cutting edges and guide pads in deep hole drilling. of chips in deep hole drilling. It also contributes to Temperature control is also important to maintain long DEEP HOLE DRILLING improved tool life, surface finish and cutting accuracy tool life, stable cutting conditions and cutting accuracy. when being fed continuously during cutting. Chip evacuation Lubrication Cutting fluid has an important role in deep hole drilling Lubrication of cutting edges and guide pads is as it evacuates chips through to the back end of boring necessary in deep hole drilling. To get efficient bar (for STS) or inner tube (for DTS), whereas it finishes lubrication, it is recommended to use EP (Extreme its role as soon as the chips are separated from the Pressure) additives that contain sulfur or chlorine. workpiece in general cutting. It is also important to control the flow and the pressure of cutting fluid. STS (Single Tube System) DTS (Double Tube System) Coolant Unit important for stable cutting conditions, chip formation and The coolant unit is also important to obtain the cutting accuracy. optimal effect of the cutting fluid, which has The temperature should be lower than 40°C (100°F) for an important role in deep hole drilling. EP additives to provide sufficient lubrication. Therefore the cutting fluid temperature should be kept at Supply cutting fluid continuously at constant pressure 30-40°C (90-100°F) throughout the cutting operation. and flow. Fluid pressure and flow are recommended to be continuously variable and monitored with a pressure Filtration gauge and a flow gauge. Screw pumps with an inverter A lot of particles are contained in cutting fluid after are suitable. finishing cutting and chip evacuation; thus filtration is necessary to remove them. The filter size should be Maintain constant temperature selected to catch particles but not EP additives. The size The cutting fluid is heated by factors such as: depends on the cutting fluid, but generally it is suggested • Cutting edge to be around 10-20 μm. For iron-based workpieces, • Friction of guide pad a magnetic separator will be helpful, which decreases • Contact duration of heated chips and cutting fluid filter maintenance frequency. • Pump Maintenance of the constant cutting fluid temperature is Flow chart of cutting fluid in deep hole drilling Pressure Flow Gauge Gauge Pump M P M Chip P Drill Head Drill Tube Filter Chiller Workpiece Oil Pressure Head Chip Box Dirty Tank Clean Tank 636 636 ISCAR ISCAR